


Зварка металічнага ліста з'яўляецца найважнейшай часткай працэсу вытворчасці розных металічных вырабаў. Кропкавая зварка шырока выкарыстоўваецца ў аўтамабільнай прамысловасці, вытворчасці бытавой тэхнікі і вырабе скрынак з ліставога металу. Сучасныя тэхналогіі патрабуюць усё больш высокай якасці зваркі. У гэтым артыкуле мы падрабязна растлумачым працэс кропкавай зваркі і абмяркуем перавагікропкавая зваркау аўтамабільнай прамысловасці.
Што такое кропкавая зварка
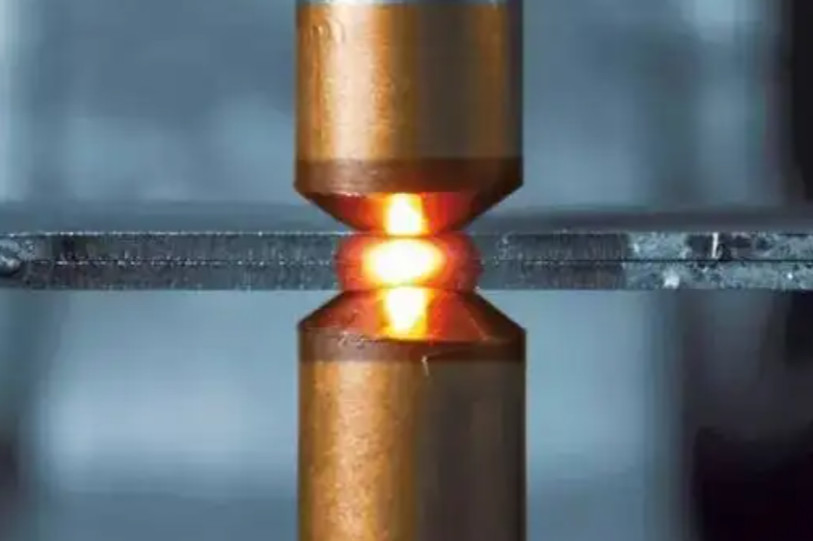
Кропкавая зварка - гэта разнавіднасцькантактная зварка. Гэта ўключае ў сябе размяшчэнне дзвюх нарыхтовак паміж верхнім і ніжнім электродамі, награванне іх электрычным токам і прымяненне ціску для стварэння пластычнага стану на паверхні кантакту нарыхтовак, што дазваляе ім злучацца паміж сабой. Яго прынцып просты: праводзячы электрычнасць праз два медных электрода, супраціўленне павялічвае тэмпературу нарыхтовак, прымушаючы іх плавіцца і злучацца. Таму яе яшчэ называюць кантактнай зваркай. У параўнанні з іншзварачныя працэсы, кропкавая зварка не патрабуе дадання зварачнага матэрыялу, і аперацыя простая.
Як рабіць кропкавую зварку?
1: Ачыстка паверхні нарыхтоўкі
Матэрыялы для кропкавай зваркі
Алюміній: Алюміній вельмі распаўсюджаны ў кропкавай зварцы, асабліва ў аўтамабільнай прамысловасці, дзе яго лёгкія характарыстыкі могуць замяніць жорсткія канструкцыі. Аднак зварка алюмінія з'яўляецца больш складанай з-за яго высокай праводнасці, якая патрабуе прыкладна ў два разы больш току, чым звычайныя матэрыялы. Таму пры зварцы алюмінія неабходна выбіраць абсталяванне большай магутнасці.
сталь: Сталь з'яўляецца найбольш распаўсюджаным матэрыялам для кропкавай зваркі. Гэта цвёрды матэрыял, і многія аўтамабільныя кампаненты выкарыстоўваюць сталь. Кропкавая зварка звычайна выкарыстоўваецца для зваркі кузаваў аўтамабіляў і дэталяў цвёрдых гаек.
медзь: Кропкавая зварка медзі патрабуе спецыяльных метадаў. Медзь мае высокую цепла- і электраправоднасць, што робіць яе схільнай да прыліпання да электродаў. Таму мы выбіраем вальфрамавыя або малібдэнавыя электроды. Падчас зваркі паміж дзвюма нарыхтоўкамі неабходна дадаць прыпой, таму звычайна выкарыстоўваецца медная пайка.
Ацынкаваная сталь: Зварка ацынкаванай сталі больш складаная, чым зварка сталі, патрабуе большага току. Тэмпература плаўлення ацынкаванага пакрыцця ніжэй, чым у сталі, таму пры зварцы яно лёгка расцякаецца і ўтварае пырскі.
Ачыстка паверхні нарыхтоўкі
Перад зваркай важна праверыць, ці няма на нарыхтоўках іржы або акіслення. Калі яны ёсць, нарыхтоўкі неабходна апрацаваць. Каб зрабіць паверхню гладкай, можна выкарыстоўваць наждачную паперу або балгарку. У адваротным выпадку будзе шмат пырскаў, што можа паўплываць на якасць зваркі.
2: Улічыць 4 зменныя перад зваркай і наладай параметраў
Ціск
Выбар адпаведнага ціску мае вырашальнае значэнне. Калі ціск электрода занадта высокі або занадта нізкі, гэта можа аслабіць трываласць зварнога шва і павялічыць яго дысперсію. Пры зварцы важна ўлічваць характарыстыкі нарыхтоўкі пры наладзе ціску.
Час зваркі
Устаноўка адпаведнага часу зваркі мае вырашальнае значэнне. Калі час зваркі занадта кароткі, нарыхтоўка можа не расплавіцца дастаткова, каб адпавядаць патрабаванням зваркі. З іншага боку, калі час зваркі занадта вялікі, нарыхтоўка схільная да дэфармацыі, што прыводзіць да больш буйных слядоў зваркі.
Зварачны ток
Зварачны ток і час дапаўняюць адзін аднаго, але яны таксама маюць свае межы. Пошук правільнага балансу паміж імі з'яўляецца ключом да атрымання ідэальных зварных швоў.
3: Апарат кропкавай зваркі
Для кропкавай зваркі патрабуецца аапарат кропкавай зваркі, які пастаўляецца ў розных мадэлях. Выбар правільнага апарата для кропкавай зваркі залежыць ад характарыстык нарыхтоўкі і патрабаванняў да зваркі. Напрыклад, калі вы хочаце зварыць разам дзве 2-міліметровыя пласціны з нержавеючай сталі для дасягнення неабходнай трываласці асноўнага матэрыялу, вам трэба будзе выбраць апарат для кропкавай зваркі большай магутнасці. Гэта можа зрабіць стандартны апарат кропкавай зваркі магутнасцю 130 кВА. Аднак, калі вам трэба зварыць алюмініевыя пласціны таўшчынёй 2 мм, вам спатрэбіцца стандартны апарат для кропкавай зваркі магутнасцю 260 кВА.
4: Змесціце нарыхтоўку паміж электродамі і пачніце зварку
Пасля таго, як вы выбралі прыдатны апарат для кропкавай зваркі, самы час прыступаць да зваркі. Пасля падлучэння крыніцы харчавання і налады параметраў пакладзеце падрыхтаваную нарыхтоўку паміж імікаўпачок электрода. Націсніце кнопку нажной педалі, і электроды націснуць, награваючы і сціскаючы нарыхтоўкі, тым самым злучаючы кропкі кантакту дзвюх нарыхтовак.
5: Тэст на адслаенне пасля зваркі
Пасля зваркі нарыхтоўкі проста няўзброеным вокам цяжка ацаніць трываласць зварнога шва. Вось тады вам спатрэбіцца выкарыстоўваць інструменты для праверкі трываласці зварнога шва. Тэст на пілінг - выдатны метад. Падчас выпрабаванняў на адслаенне назірайце за максімальнай сілай расцяжэння, якая дасягаецца пры адслаенні нарыхтоўкі. Некаторыя нарыхтоўкі маюць асаблівыя патрабаванні да гэтага значэння, каб лічыць зварку прымальнай.
Перавагі кропкавай зваркі для аўтамабільнай прамысловасці
Цвёрдыя і даўгавечныя суставы
Дэталі, звараныя з дапамогай кантактнай зваркі, ствараюць трывалыя і даўгавечныя злучэнні. Прадукты, вырабленыя такім чынам, трывалыя і стабільныя, што вельмі важна ў аўтамабільнай прамысловасці. Напрыклад, калі гайка не прыварана надзейна, гэта можа прывесці да аварый на дарозе. Дакладнасць і надзейнасць маюць першараднае значэнне ў аўтамабільным сектары, дзе нават найменшая памылка недапушчальная. Такім чынам, кантактная зварка гуляе вырашальную ролю ў забеспячэнні выканання гэтых стандартаў.
Аднастайнасць у суставах
Пры зварцы аўтамабільных кампанентаў важна не толькі трываласць зварных швоў, але і эстэтычны выгляд зварных вырабаў. Кантактная зварка можа дасягнуць гэтага патрабавання. Асабліва пры зварцы кузава кожнае зварное месца павінна быць незаўважным, так як гэта ўплывае на наступную апрацоўку і агульны выгляд аўтамабіля.
Злучэнне разнародных матэрыялаў
Контактная зварка таксама падыходзіць для зваркі разнародных матэрыялаў. У аўтамабільнай прамысловасці ёсць кампаненты, у якіх неабходна злучыць розныя металы. Вось тут і спатрэбіцца зварка з дапамогай кантактнай зваркі, якая можа злучаць розныя матэрыялы, такія як сталь і алюміній.
Хуткасць зваркі
Для кантактнай зваркі не патрабуецца прысадкавы дрот. Гэта хутчэй для зваркі дробных дэталяў. У аўтамабільнай прамысловасці, дзе зварваюць у асноўным невялікія кампаненты, працэс аўтаматызуецца хутка і лёгка, што дазваляе зэканоміць працу і павысіць эфектыўнасць зваркі.
Паўтараемасць
З-за прыдатнасці для зваркі паўтаральных вырабаў пры зварцы супраціўленнем пры пераключэнні на іншыя спецыфікацыі могуць спатрэбіцца налады параметраў і абсталявання. Такім чынам, ён больш падыходзіць для зваркі вялікіх аб'ёмаў вырабаў. Аўтамабільныя кампаненты, менавіта з-за гэтай характарыстыкі, лічаць кантактную зварку асабліва прыдатнай для аўтамабільнай прамысловасці.
Кантактная зварка ўсё шырэй выкарыстоўваецца ў сучасных прамысловых сектарах. Яго тэхналогіі пастаянна абнаўляюцца, каб адаптавацца да прамысловага развіцця, рухаючыся да аўтаматызацыі. Каб даведацца больш пра супраціўляльную зварку, сачыце за нашымі абнаўленнямі.
FAQ:
1、Які метад зваркі я павінен выкарыстоўваць, каб зварыць бочку з маслам з нержавеючай сталі, якую трэба шчыльна зачыніць?
Для герметычных патрабаванняў вы можаце выкарыстоўваць зварку швоў, азваршчык швоўможа гэта зрабіць.
2、Які зварачны апарат звычайна выкарыстоўваецца для кузаўных дэталяў?
Звычайна выкарыстоўваюць кузавы аўтамабіляўплямазварачны пісталет, якія з'яўляюцца гнуткімі і простымі ў аўтаматызацыі.
3、Які патрэбны апарат для кропкавай зваркі, каб зварваць нержавеючую сталь таўшчынёй 2 мм?
Кропкавая зварка 130 кВАмашынабудаваннебудзе добра працаваць.
4、Як прыварыць гайку М8 да пласціны з вугляродзістай сталі 2 мм?
Вы можаце выкарыстоўваць выступаючую зваркумашынабудаванне.
5、Як наладзіць параметры кропкавай зваркі?
Адрэгулюйце параметры ў залежнасці ад спецыфікацый нарыхтоўкі і патрабаванняў да зваркі.
6、якtoкропкавая зварка без зваршчыка?
Вы можаце выкарыстоўваць робата для аўтаматычнай загрузкі і зваркі.
7、якtoзварваць алюміній?
Алюміній мае нізкую тэмпературу плаўлення, таму патрэбна больш высокая магутнасць. АMFDCможна выкарыстоўваць апарат кропкавай зваркі.
Час публікацыі: 30 мая 2024 г




