


Zavarivanje limova je ključni dio proizvodnog procesa za različite metalne proizvode. Tačkasto zavarivanje se široko koristi u automobilskoj industriji, industriji hardvera za kućanske aparate i industriji kutija od lima. Moderna tehnologija zahtijeva sve veći kvalitet zavarivanja. U ovom članku ćemo detaljno objasniti proces točkastog zavarivanja i razmotriti njegove prednostitačkasto zavarivanjeu automobilskoj industriji.
Šta je točkovno zavarivanje
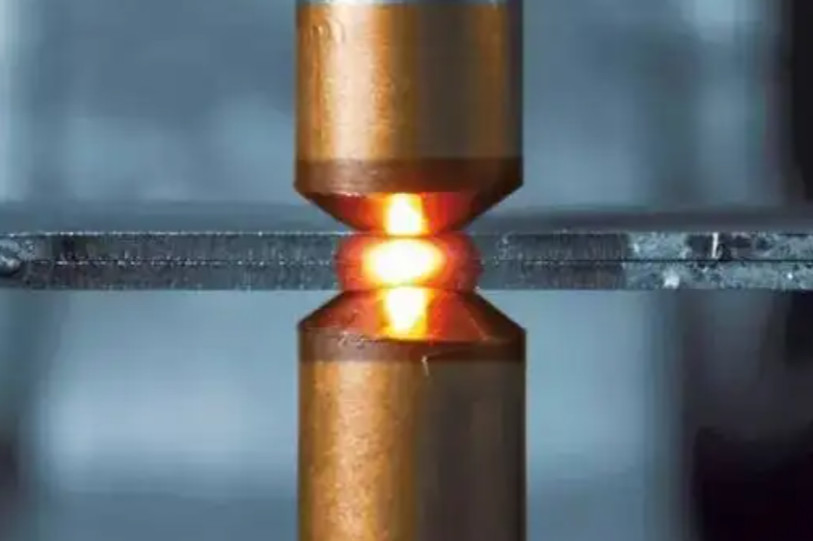
Tačkasto zavarivanje je vrstaotporno zavarivanje. To uključuje postavljanje dva obradaka između gornje i donje elektrode, zagrijavanje ih električnom strujom i primjenu pritiska kako bi se stvorilo plastično stanje na kontaktnoj površini radnih komada, omogućavajući im da se međusobno povežu. Njegov princip je jednostavan: provođenjem struje kroz dvije bakrene elektrode, otpor povećava temperaturu obradaka, uzrokujući da se tope i spajaju. Zbog toga se naziva i otporno zavarivanje. U poređenju sa drugimprocesi zavarivanja, točkasto zavarivanje ne zahtijeva dodavanje materijala za zavarivanje, a operacija je jednostavna.
Kako Točkasti zavarivanje?
1: Čišćenje površine radnog komada
Uobičajeni materijali za tačkasto zavarivanje
Aluminijum: Aluminij je vrlo čest u točkastom zavarivanju, posebno u automobilskoj industriji, gdje njegove lagane karakteristike mogu zamijeniti krute strukture. Međutim, zavarivanje aluminija je izazovnije zbog njegove visoke vodljivosti, koja zahtijeva oko dvostruko veću struju od običnih materijala. Stoga, kada zavarite aluminij, morate odabrati opremu veće snage.
Čelik: Čelik je najčešći materijal u tačkastom zavarivanju. To je tvrd materijal, a mnoge automobilske komponente koriste čelik. Tačkasto zavarivanje se uglavnom koristi za zavarivanje karoserija automobila i krutih komponenti matica.
Bakar: Tačkasto zavarivanje bakra zahtijeva posebne tehnike. Bakar ima visoku toplotnu i električnu provodljivost, što ga čini sklonim lepljenju za elektrode. Stoga biramo elektrode od volframa ili molibdena. Tokom zavarivanja, materijal za lemljenje treba dodati između dva obratka, tako da se obično koristi bakreno lemljenje.
Pocinčani čelik: Zavarivanje pocinčanog čelika je teže od zavarivanja čelika i zahtijeva veću struju. Tačka topljenja pocinčanog premaza je niža od čelika, tako da se lako prelijeva i stvara prskanje tijekom zavarivanja.
Čišćenje površine radnog komada
Prije zavarivanja važno je provjeriti da li obradak ima hrđu ili oksidaciju. Ako se to dogodi, obradak treba tretirati. Možete koristiti brusni papir ili brusilicu kako biste površinu učinili glatkom. U suprotnom će biti puno prskanja, što može uticati na kvalitet zavarivanja.
2: Razmotriti 4 varijable prije zavarivanja i postavljanja parametara
Pritisak
Odabir odgovarajućeg pritiska je ključan. Ako je pritisak elektrode previsok ili prenizak, to može oslabiti čvrstoću zavara i povećati njegovu disperziju. Prilikom zavarivanja važno je uzeti u obzir karakteristike radnog komada prilikom podešavanja pritiska.
Vrijeme zavarivanja
Podešavanje odgovarajućeg vremena zavarivanja je ključno. Ako je vrijeme zavarivanja prekratko, radni komad se možda neće dovoljno otopiti da ispuni zahtjeve zavarivanja. S druge strane, ako je vrijeme zavarivanja predugo, radni komad je sklon deformacijama, što rezultira većim tragovima zavara.
Struja zavarivanja
Struja i vrijeme zavarivanja se međusobno nadopunjuju, ali imaju i svoja ograničenja. Pronalaženje prave ravnoteže između to dvoje je ključ za proizvodnju savršenih zavara.
3: Mašina za točkovno zavarivanje
Oprema potrebna za tačkasto zavarivanje je amašina za tačkasto zavarivanje, koji dolazi u različitim modelima. Odabir pravog aparata za točkasto zavarivanje ovisi o karakteristikama radnog komada i zahtjevima zavarivanja. Na primjer, ako želite zavariti dvije ploče od nehrđajućeg čelika od 2 mm kako biste postigli potrebnu čvrstoću osnovnog materijala, morat ćete odabrati mašinu za točkasto zavarivanje veće snage. To može postići standardni aparat za tačkasto zavarivanje snage 130KVA. Međutim, ako trebate zavariti aluminijske ploče debljine 2 mm, trebat će vam standardni aparat za točkasto zavarivanje snage 260KVA.
4: Stavite radni komad između elektroda i započnite zavarivanje
Kada odaberete odgovarajuću mašinu za tačkasto zavarivanje, vreme je da počnete sa zavarivanjem. Nakon spajanja napajanja i podešavanja parametara, stavite pripremljeni radni komad između njihkapa za elektrodu. Pritisnite tipku nožne pedale i elektrode će pritisnuti prema dolje, zagrijavajući i komprimirajući obradak, povezujući tako kontaktne točke dva obradaka zajedno.
5: Test ljuštenja nakon zavarivanja
Nakon zavarivanja radnog komada, teško je samo golim okom procijeniti snagu zavara. Tada trebate koristiti alate za testiranje čvrstoće zavara. Testiranje na ljuštenje je odlična metoda. Tokom testiranja ljuštenja, obratite pažnju na maksimalnu zateznu silu postignutu prilikom ljuštenja radnog komada. Neki radni komadi imaju posebne zahtjeve za ovu vrijednost kako bi se zavar smatrao prihvatljivim.
Prednosti točkastog zavarivanja za automobilsku industriju
Čvrsti i dugotrajni spojevi
Dijelovi zavareni otpornim zavarivanjem stvaraju jake i izdržljive spojeve. Ovako napravljeni proizvodi su čvrsti i stabilni, što je ključno u automobilskoj industriji. Na primjer, ako matica nije dobro zavarena, to bi moglo dovesti do nesreća na putu. Preciznost i pouzdanost su najvažniji u automobilskom sektoru, gdje je i najmanja greška neprihvatljiva. Stoga, otporno zavarivanje igra ključnu ulogu u osiguravanju ispunjenja ovih standarda.
Ujednačenost u zglobovima
Kod zavarivanja automobilskih komponenti nije važno samo da zavareni spoj budu čvrsti, već i da zavareni proizvodi izgledaju estetski ugodno. Otporno zavarivanje može postići ovaj zahtjev. Posebno za zavarivanje karoserije automobila, svaka tačka zavarivanja treba da bude neupadljiva, jer utiče na naknadnu obradu i ukupan izgled vozila.
Spajanje različitih materijala
Otporno zavarivanje je takođe pogodno za zavarivanje različitih materijala. U automobilskoj industriji postoje komponente u kojima je potrebno spojiti različite metale. Ovdje otporno zavarivanje dolazi na ruku, jer može spojiti različite materijale, kao što su čelik i aluminij.
Brzina zavarivanja
Otporno zavarivanje ne zahtijeva žicu za punjenje. Brže je za zavarivanje malih dijelova. U automobilskoj industriji, gdje se zavaruju uglavnom male komponente, proces se brzo i lako automatizira, štedeći rad i povećavajući efikasnost zavarivanja.
Ponovljivost
Zbog svoje prikladnosti za zavarivanje ponavljajućih proizvoda, otporno zavarivanje može zahtijevati podešavanja parametara i opreme pri prelasku na različite specifikacije. Stoga je prikladniji za zavarivanje proizvoda velike zapremine. Automobilske komponente, upravo zbog ove karakteristike, smatraju otporno zavarivanje posebno pogodnim za automobilsku industriju.
Otporno zavarivanje se sve više koristi u današnjim industrijskim sektorima. Njegova tehnologija se kontinuirano ažurira kako bi se prilagodila industrijskom razvoju, krećući se prema automatizaciji. Da biste saznali više o otpornom zavarivanju, pratite naša ažuriranja.
FAQ:
1、Koju metodu zavarivanja trebam koristiti za zavarivanje bubnja za ulje od nehrđajućeg čelika koji mora biti dobro zatvoren?
Za zahtjeve nepropusnosti, možete koristiti zavarivanje šavova, azavarivač šavovamogu to učiniti.
2、Koja se vrsta aparata za zavarivanje općenito koristi za dijelove karoserije automobila?
Karoserije automobila obično koristespotpištolj za zavarivanje, koji su fleksibilni i laki za automatizaciju.
3、Koji je točkovni zavarivač potreban za zavarivanje nehrđajućeg čelika debljine 2 mm?
Tačkasti zavar od 130kVAing machinedobro će raditi.
4、Kako zavariti maticu M8 na ploču od ugljičnog čelika od 2 mm?
Možete koristiti projekcijski zavaring machine.
5、Kako da podesim parametre točkastog zavarivanja?
Podesite parametre na osnovu specifikacija vašeg radnog komada i zahteva za zavarivanje.
6、Kakototačkasto zavarivanje bez zavarivača?
Možete koristiti robota za automatsko utovar i zavarivanje.
7、Kakotozavariti aluminijum?
Aluminij ima nisku tačku topljenja, tako da vam je potrebna veća snaga. AMFDCmože se koristiti tačkica za zavarivanje.
Vrijeme objave: 30.05.2024




