


Přípojnicese stále více používají v současném novém energetickém sektoru, včetně průmyslových odvětví, jako jsou elektrická vozidla, skladování energie a energetické systémy. Jak technologie postupuje, materiály přípojnic se vyvinuly z mědi na kompozity měď-nikl, měď-hliník, hliník a grafen. Tyto přípojnice se do značné míry spoléhají na tvarování a svařování, protože se potřebují propojit s bateriemi, elektrickými řídicími systémy a dalšími součástmi. Svařování na koncích a středních částech je pro tyto spoje klíčovédifuzní svařováníje primární metodou pro tvarování přípojnic.
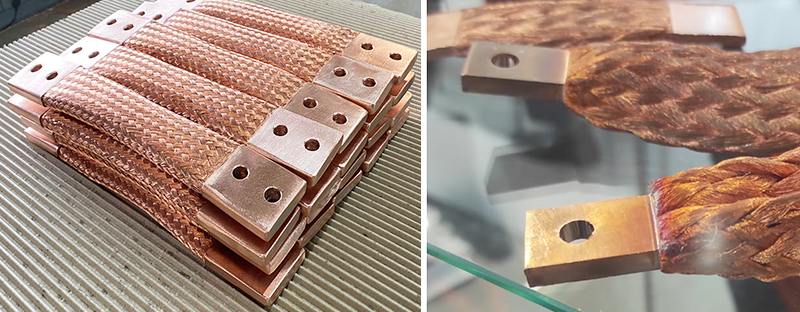
Typy přípojnicZařízení pro difúzní svařování
Existují dva hlavní typy zařízení pro difúzní svařování přípojnic. Jedním z nich je odporové difúzní svařování, které přímo ohřívá základní materiál vysokým proudem. Druhým je vysokofrekvenční difúzní svařování, kdy se grafit zahřívá a předává teplo základnímu materiálu. Obě metody zahřejí základní materiál na určitou teplotu a pod vysokým tlakem vytvoří spojení pevná fáze, čímž se dosáhne efektu difúzního svařování. Použitý způsob ohřevu závisí na materiálu přípojnice.
Odporové difúzní svařování
Odporové difúzní svařování se používá hlavně pro měděné přípojnice, protože měď má vysoký bod tání a vodivost. Pro zajištění rovnoměrného ohřevu a urychlení procesu se používají grafitové elektrody. Horní a spodní elektrody vedou vysoký proud do měděné přípojnice a ohřívají ji prostřednictvím kontaktního odporu mezi několika vrstvami měděné fólie. Samotné grafitové elektrody také díky svému vysokému odporu vytvářejí teplo. Tento kombinovaný ohřev může zvýšit teplotu měděné přípojnice na více než 600 °C a dosáhnout až 1300 °C, což umožňuje úspěšné difúzní svařování pod vysokým tlakem.
Vysokofrekvenční difúzní svařování
Vysokofrekvenční difúzní svařování je vhodné pro hliníkové přípojnice, měděno-niklové přípojnice, měď-hliníkové přípojnice a kompozitní přípojnice, jako jsou měděné a nekovové kombinace. Tato metoda využívá nepřímý ohřev, takže je ideální pro svařování složitých materiálů. Při vysokofrekvenčním difúzním svařování se grafit zahřívá a následně předává teplo základnímu materiálu, přičemž teploty dosahují až 1200°C. Pod vysokým tlakem materiály tvoří pevné spojení.
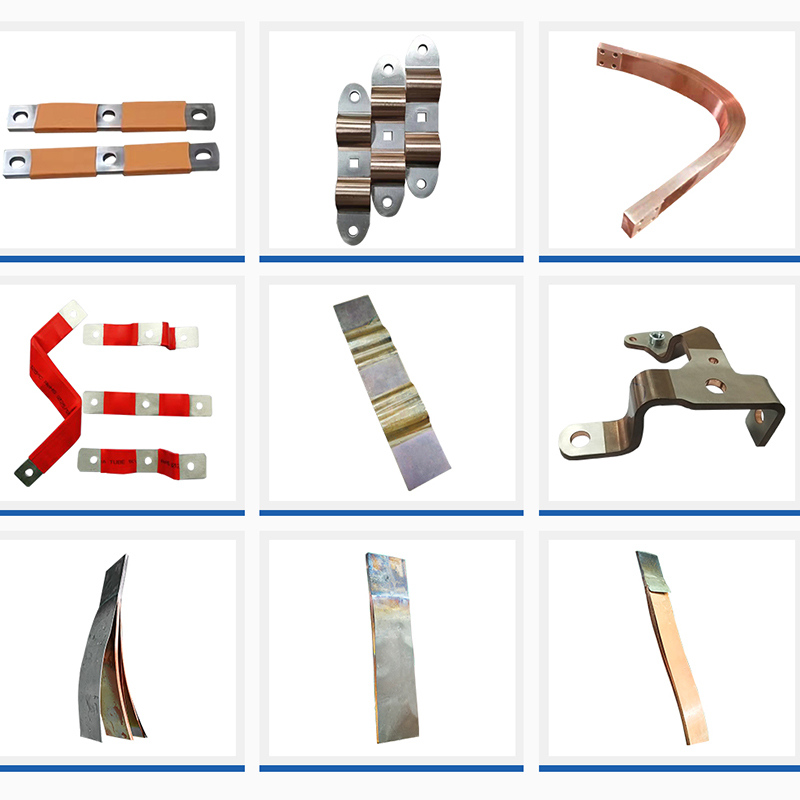
Difúzní svařování různých materiálů přípojnic
Měděné materiály se relativně snadněji svařují díky stabilitě jejich oxidů. Silnější měděné přípojnice, jako jsou přípojnice používané v energetických systémech, vyžadují odporové difúzní svařování kvůli vysoké účinnosti ohřevu. Ty mohou mít tloušťku až 50 mm se svařovací plochou 200 x 200 mm. Tenčí přípojnice, jako jsou ty, které se používají v elektrických vozidlech, typicky 3 mm silné a svařovací plocha 25 x 50 mm, mohou používat buď odporové nebo vysokofrekvenční difúzní svařování.
Hliníkové přípojnice jsou náročnější kvůli bodu tání hliníku (670 °C) a mnohem vyššímu bodu tání oxidu hlinitého (2000 °C). U hliníku se obvykle používá vysokofrekvenční difúzní svařování, kdy se materiál předem očistí, aby se odstranily oxidy. Difúzní teplota je obvykle nastavena pod 600 °C.
Měď-niklové přípojnice se skládají z několika vrstev měděné fólie s povlakem z niklové fólie pro odolnost proti opotřebení a korozi. Vysokofrekvenční difúzní svařování se běžně používá ke zvládnutí velkého rozdílu v elektrickém odporu mezi mědí a niklem. Kompozitní přípojnice, jako je měď kombinovaná s grafenem, vyžadují vysokofrekvenční difúzní svařování pro přesné řízení procesu ohřevu a zamezení poškození základních materiálů při dosažení difúze.
Tlakové metody v přípojnicovém difúzním svařováníStroj
Difuzní svařování vyžaduje vysoký tlak, který lze aplikovat pomocí vzducho-kapalinových posilovačů, hydraulických systémů nebo servosystémů. Tradiční metody většinou využívají hydraulické systémy pro jejich stabilní výkon a vysokou sílu. V dnešní době je servolisování stále oblíbenější pro jeho přesné řízení tlaku a nastavitelný posuv, zajišťující vysokou přesnost rozměrů svařovaného produktu.
Závěr
Toto je stručný přehled difúzního svařování přípojnic. Pokud hledáte správnou metodu svařování pro přípojnice, tento článek by měl poskytnout několik odpovědí. S neustálým vývojem svařovací technologie se přijímají inovativnější techniky, které splňují požadavky moderní společnosti.
Čas odeslání: 20. září 2024




