


Svařování plechů je klíčovou součástí výrobního procesu různých kovových výrobků. Bodové svařování je široce používáno v automobilovém zpracovatelském průmyslu, železářství pro domácí spotřebiče a v průmyslu plechových krabic. Moderní technologie vyžaduje stále vyšší kvalitu svařování. V tomto článku podrobně vysvětlíme proces bodového svařování a prodiskutujeme jeho výhodybodové svařovánív automobilovém průmyslu.
Co je bodové svařování
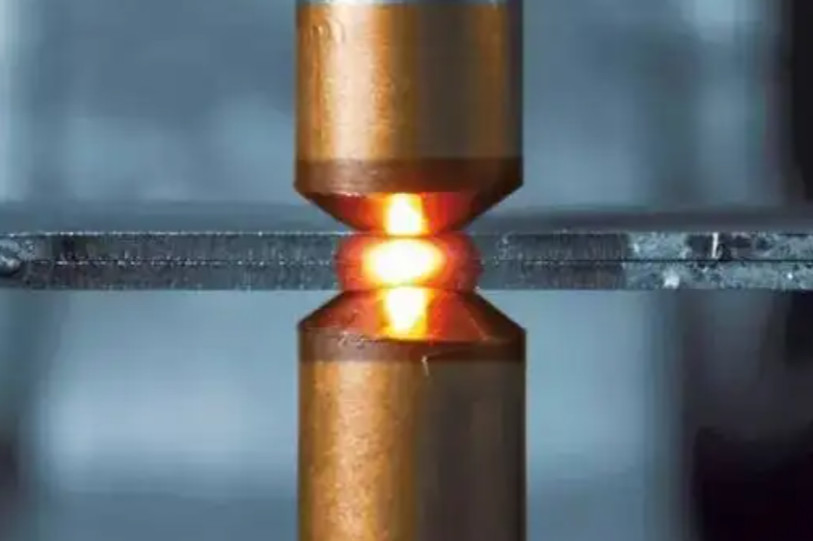
Bodové svařování je druhodporové svařování. Zahrnuje umístění dvou obrobků mezi horní a spodní elektrodu, jejich zahřátí elektrickým proudem a použití tlaku, aby se vytvořil plastický stav na kontaktním povrchu obrobků, což jim umožňuje vzájemné spojení. Jeho princip je jednoduchý: vedením elektřiny přes dvě měděné elektrody zvyšuje odpor teplotu obrobků, což způsobuje jejich roztavení a vzájemné spojení. Proto se tomu také říká odporové svařování. V porovnání s jinýmisvařovací procesybodové svařování nevyžaduje přidávání svařovacího materiálu a provoz je jednoduchý.
Jak bodový svar?
1: Čištění povrchu obrobku
Bodové svařování Běžně materiály
Hliník: Hliník je velmi běžný při bodovém svařování, zejména v automobilovém průmyslu, kde jeho lehké vlastnosti mohou nahradit tuhé konstrukce. Svařování hliníku je však náročnější kvůli jeho vysoké vodivosti a vyžaduje asi dvojnásobek proudu než běžné materiály. Proto při svařování hliníku musíte zvolit zařízení s vyšším výkonem.
Ocel: Ocel je nejběžnějším materiálem pro bodové svařování. Je to tvrdý materiál a mnoho automobilových součástí používá ocel. Bodové svařování se obecně používá pro svařování karoserií automobilů a součástí pevných matic.
Měď: Bodové svařování mědi vyžaduje speciální techniky. Měď má vysokou tepelnou a elektrickou vodivost, takže je náchylná k lepení na elektrody. Proto volíme elektrody wolframové nebo molybdenové. Během svařování je třeba mezi dva obrobky přidat pájecí materiál, proto se běžně používá pájení mědí.
Pozinkovaná ocel: Svařování pozinkované oceli je obtížnější než svařování oceli, vyžaduje vyšší proud. Bod tání galvanizovaného povlaku je nižší než u oceli, takže při svařování snadno přeteče a tvoří rozstřiky.
Čištění povrchu obrobku
Před svařováním je důležité zkontrolovat, zda obrobky nemají rez nebo oxidaci. Pokud ano, je třeba obrobky ošetřit. K hladkému povrchu můžete použít brusný papír nebo brusku. Jinak dojde k velkému rozstřiku, který může ovlivnit kvalitu svařování.
2: Zvažte 4 proměnné před svařováním a nastavením parametrů
Tlak
Volba vhodného tlaku je zásadní. Pokud je tlak elektrody příliš vysoký nebo příliš nízký, může to oslabit pevnost svaru a zvýšit jeho rozptyl. Při svařování je důležité vzít v úvahu vlastnosti obrobku při nastavování tlaku.
Doba svařování
Nastavení vhodné doby svařování je zásadní. Pokud je doba svařování příliš krátká, obrobek se nemusí roztavit dostatečně, aby splnil požadavky na svařování. Na druhou stranu, pokud je doba svařování příliš dlouhá, obrobek je náchylný k deformaci, což má za následek větší stopy po svarech.
Svařovací proud
Svařovací proud a čas se vzájemně doplňují, ale také mají své limity. Nalezení správné rovnováhy mezi těmito dvěma je klíčem k výrobě dokonalých svarů.
3: Bodová svářečka
Zařízení potřebné pro bodové svařování je abodový svařovací stroj, který se dodává v různých modelech. Výběr správného zařízení pro bodové svařování závisí na vlastnostech obrobku a požadavcích na svařování. Chcete-li například svařit dva 2mm plechy z nerezové oceli, abyste dosáhli požadované pevnosti základního materiálu, budete si muset vybrat bodové svařovací zařízení s vyšším výkonem. Standardní bodový svařovací stroj s výkonem 130 KVA to dokáže. Pokud však potřebujete svařovat hliníkové plechy o tloušťce 2 mm, budete potřebovat standardní bodový svařovací stroj s 260 KVA.
4: Umístěte obrobek mezi elektrody a začněte svařovat
Jakmile si vyberete vhodný bodový svařovací stroj, je čas začít svařovat. Po připojení napájení a nastavení parametrů umístěte připravený obrobek mezi obavíčko elektrody. Stiskněte tlačítko nožního pedálu a elektrody stlačí dolů, zahřejí a stlačí obrobky, čímž spojí kontaktní body obou obrobků dohromady.
5: Test odlupování po svařování
Po svaření obrobku je obtížné posoudit pevnost svaru pouhým okem. Tehdy je potřeba použít nástroje k testování pevnosti svaru. Testování peelingu je skvělá metoda. Při zkoušce odlupování sledujte maximální tažnou sílu dosaženou při odlupování obrobku. Některé obrobky mají specifické požadavky na tuto hodnotu, aby byl svar považován za přijatelný.
Výhody bodového svařování pro automobilový průmysl
Pevné a dlouhotrvající spoje
Díly svařované pomocí odporového svařování vytvářejí pevné a odolné spoje. Výrobky vyrobené tímto způsobem jsou robustní a stabilní, což je v automobilovém průmyslu klíčové. Pokud například matice není bezpečně svařena, může to vést k nehodám na silnici. Přesnost a spolehlivost jsou prvořadé v automobilovém sektoru, kde je i sebemenší chyba nepřijatelná. Odporové svařování proto hraje zásadní roli při zajišťování splnění těchto norem.
Jednotnost v kloubech
Při svařování automobilových komponentů není důležité pouze to, aby byly svary pevné, ale také aby svařované produkty vypadaly esteticky. Tento požadavek lze splnit odporovým svařováním. Zejména u svařování karoserie by měl být každý svar nenápadný, protože ovlivňuje následné zpracování a celkový vzhled vozidla.
Spojování rozdílných materiálů
Odporové svařování je vhodné i pro svařování různorodých materiálů. V automobilovém průmyslu existují součásti, kde je třeba spojovat různé kovy. Zde se hodí odporové svařování, protože dokáže spojovat různé materiály, jako je ocel a hliník.
Rychlost svařování
Odporové svařování nevyžaduje přídavný drát. Je rychlejší pro svařování malých dílů. V automobilovém průmyslu, kde se svařují převážně malé součásti, je proces rychlý a snadno automatizován, což šetří práci a zvyšuje efektivitu svařování.
Opakovatelnost
Vzhledem ke své vhodnosti pro svařování opakujících se produktů může odporové svařování vyžadovat úpravy parametrů a zařízení při přechodu na jiné specifikace. Proto je vhodnější pro svařování velkoobjemových výrobků. Automobilové komponenty, právě pro tuto vlastnost, nacházejí odporové svařování obzvláště vhodné pro automobilový průmysl.
Odporové svařování se v dnešních průmyslových odvětvích stále více používá. Jeho technologie je neustále aktualizována, aby se přizpůsobila průmyslovému vývoji a posunula se směrem k automatizaci. Chcete-li se dozvědět více o odporovém svařování, sledujte naše aktualizace.
FAQ:
1、Jakou metodu svařování bych měl použít pro svařování nerezového sudu s olejem, který musí být těsně utěsněn?
Pro vzduchotěsné požadavky můžete použít švové svařování, asvářeč švůumí to.
2、Jaký druh svářečky se obecně používá pro díly karoserie?
Obvykle se používají karoserie automobilůmístosvařovací pistole, které jsou flexibilní a snadno automatizovatelné.
3、Jaká výkonová bodová svářečka je potřeba ke svařování nerezové oceli o tloušťce 2 mm?
Bodový svar 130kVAing strojbude fungovat dobře.
4、Jak přivařím matici M8 k 2mm plechu z uhlíkové oceli?
Můžete použít projekční svaring stroj.
5、Jak upravím parametry bodového svařování?
Upravte parametry na základě specifikací vašeho obrobku a požadavků na svařování.
6、Jaktobodový svar bez svářečky?
Robot můžete použít pro automatizované nakládání a svařování.
7、Jaktosvařovat hliník?
Hliník má nízký bod tání, takže potřebujete vyšší výkon. AMFDClze použít bodovou svářečku.
Čas odeslání: 30. května 2024




