


Metala veldado estas decida parto de la produktada procezo por diversaj metalaj produktoj. Punkta veldado estas vaste uzata en la industrio de aŭtomobila fabrikado, hejm-aparataj aparataro kaj industrio de lada kesto. Moderna teknologio postulas ĉiam pli pli altan veldan kvaliton. En ĉi tiu artikolo, ni klarigos la punktoveldan procezon detale kaj diskutos la avantaĝojn depunkta veldadoen la aŭtomobila industrio.
Kio Estas Punkta Veldado
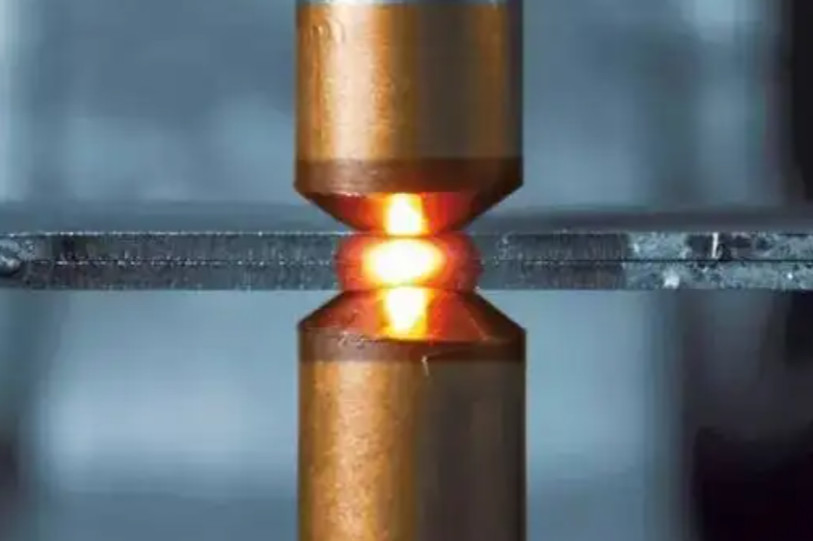
Punkta veldado estas speco derezista veldado. Ĝi implikas meti du laborpecojn inter supraj kaj malsupraj elektrodoj, varmigi ilin per elektra kurento, kaj aplikante premon por krei plastan staton ĉe la kontaktsurfaco de la laborpecoj, permesante al ili ligi kune. Ĝia principo estas simpla: kondukante elektron per du kupraj elektrodoj, la rezisto pliigas la temperaturon de la laborpecoj, kaŭzante ilin fandi kaj kunligiĝi. Tial ĝi ankaŭ nomiĝas rezista veldo. Kompare kun aliajveldaj procezoj, Punkta veldado ne postulas aldoni veldan materialon, kaj la operacio estas simpla.
Kiel Ekvidi Veldi?
1: Workpiece Surfaca Purigado
Spot Welding Ofte Materialoj
Aluminio: Aluminio estas tre ofta en punkta veldado, precipe en la aŭtindustrio, kie ĝiaj malpezaj trajtoj povas anstataŭigi rigidajn strukturojn. Tamen, veldi aluminion estas pli malfacila pro ĝia alta kondukteco, postulante proksimume duoble la fluon de ordinaraj materialoj. Tial, kiam vi veldas aluminion, vi devas elekti ekipaĵon kun pli alta potenco.
Ŝtalo: Ŝtalo estas la plej ofta materialo en punkta veldado. Ĝi estas malmola materialo, kaj multaj aŭtomobilaj komponantoj uzas ŝtalon. Punkta veldado estas ĝenerale uzata por veldado de aŭtoj kaj rigidaj nuksaj komponantoj.
Kupro: Punkta veldado de kupro postulas specialajn teknikojn. Kupro havas altan termikan kaj elektran konduktivecon, igante ĝin ema algluiĝi al elektrodoj. Tial ni elektas tungstenon aŭ molibdenajn elektrodojn. Dum veldado, brazmaterialo devas esti aldonita inter la du laborpecoj, do kupra brazado estas ofte uzata.
Galvanizita ŝtalo: Veldi galvanizitan ŝtalon estas pli malfacila ol veldi ŝtalon, postulante pli altan kurenton. La fandpunkto de la galvanizita tegaĵo estas pli malalta ol tiu de ŝtalo, do estas facile superflui kaj formi ŝprucojn dum veldado.
Workpiece Surfaca Purigado
Antaŭ veldado, estas grave kontroli ĉu la laborpecoj havas ruston aŭ oksigenadon. Se jes, la laborpecoj devas esti traktitaj. Vi povas uzi sablon aŭ muelilon por glatigi la surfacon. Alie, estos multe da ŝprucado, kiu povas influi la veldan kvaliton.
2: Konsideri 4 Variabloj Antaŭ Veldado Kaj Agordo Parametroj
Premo
Elekti la taŭgan premon estas gravega. Se la elektrodpremo estas tro alta aŭ tro malalta, ĝi povas malfortigi la forton de la veldo kaj pliigi ĝian disvastiĝon. Dum veldado, estas grave konsideri la karakterizaĵojn de la laborpeco kiam fiksas la premon.
Veldada Tempo
Fiksi la taŭgan veldan tempon estas decida. Se la velda tempo estas tro mallonga, la laborpeco eble ne sufiĉe fandiĝas por plenumi la veldajn postulojn. Aliflanke, se la velda tempo estas tro longa, la laborpeco estas inklina al deformado, rezultigante pli grandajn veldmarkojn.
Veldada Fluo
La velda fluo kaj tempo kompletigas unu la alian, sed ili ankaŭ havas siajn limojn. Trovi la ĝustan ekvilibron inter la du estas ŝlosilo por produkti perfektajn veldojn.
3: Punkta Veldado Maŝino
La ekipaĵo necesa por punkta veldado estas apunkta velda maŝino, kiu venas en malsamaj modeloj. Elekti la ĝustan punktan veldan maŝinon dependas de la karakterizaĵoj de la laborpeco kaj la veldaj postuloj. Ekzemple, se vi volas veldi kune du 2mm neoksideblajn platojn por atingi la bezonatan gepatran forton, vi devos elekti punktan veldan maŝinon kun pli alta potenco. Norma punkta velda maŝino kun 130KVA povas plenumi ĉi tion. Tamen, se vi bezonas veldi 2mm dikajn aluminiajn platojn, vi bezonos norman punktan veldan maŝinon kun 260KVA.
4: Metu La Laborpecon Inter Elektrodojn Kaj Komencu Veldi
Post kiam vi elektis taŭgan punktoveldan maŝinon, estas tempo komenci veldi. Post konekti la nutradon kaj ĝustigi la parametrojn, metu la pretan laborpecon inter la duelektrodokapo. Premu la butonon de piedpedalo, kaj la elektrodoj premos malsupren, varmigante kaj kunpremante la laborpecojn, tiel kunligante la kontaktopunktojn de la du laborpecoj kune.
5: La Senŝeliga Testo Post Veldado
Post veldo de la laborpeco, estas malfacile taksi la forton de la veldo nur per la nuda okulo. Tio estas kiam vi devas uzi ilojn por testi la forton de la veldo. Senŝelprovado estas bonega metodo. Dum senŝelprovado, observu la maksimuman tirforton atingitan kiam senŝeligante la laborpecon. Kelkaj laborpecoj havas specifajn postulojn por tiu valoro por opinii la veldon akceptebla.
La Avantaĝoj De Punkta Veldado Por Aŭtindustrio
Solidaj Kaj Longdaŭraj Artikoj
Partoj velditaj per rezista veldado kreas fortajn kaj daŭrajn juntojn. Produktoj tiel faritaj estas fortikaj kaj stabilaj, kio estas decida en la aŭtindustrio. Ekzemple, se nukso ne estas sekure soldata, ĝi povus kaŭzi akcidentojn sur la vojo. Precizeco kaj fidindeco estas plej gravaj en la aŭtomobila sektoro, kie eĉ la plej eta eraro estas neakceptebla. Tial, rezista veldado ludas decidan rolon por certigi, ke ĉi tiuj normoj estas plenumitaj.
Unuformeco En Artikoj
En veldado de aŭtomobilaj komponantoj, ne nur gravas, ke la veldoj estu fortaj, sed ankaŭ ke la velditaj produktoj aspektu estetike plaĉaj. Rezista veldado povas atingi ĉi tiun postulon. Precipe por veldi la karoserio de la aŭto, ĉiu veldpunkto devus esti nerimarkebla, ĉar ĝi influas postan prilaboradon kaj la ĝeneralan aspekton de la veturilo.
Kunigo de Malsimilaj Materialoj
Rezista veldado ankaŭ taŭgas por veldi malsimilajn materialojn. En la aŭtindustrio, ekzistas komponentoj kie malsamaj metaloj devas esti kunigitaj. Ĉi tie estas kie rezista veldado estas oportuna, ĉar ĝi povas kunigi malsimilajn materialojn, kiel ekzemple ŝtalo kaj aluminio.
Veldado Rapido
Rezista veldado ne postulas plenigdraton. Ĝi estas pli rapida por veldi malgrandajn partojn. En la aŭtindustrio, kie plejparte malgrandaj komponantoj estas velditaj, la procezo estas rapida kaj facile aŭtomatigita, ŝparante laboron kaj pliigante veldan efikecon.
Ripeteblo
Pro ĝia taŭgeco por veldi ripetemajn produktojn, rezista veldado povas postuli parametrajn kaj ekipaĵalĝustigojn kiam ŝanĝas al malsamaj specifoj. Tial, ĝi estas pli taŭga por veldi altvolumajn produktojn. Aŭtomobilaj komponantoj, ĝuste pro ĉi tiu karakterizaĵo, trovas rezistan veldadon precipe taŭga por la aŭtomobila industrio.
Rezistveldado estas ĉiam pli vaste uzata en la hodiaŭaj industriaj sektoroj. Ĝia teknologio estas kontinue ĝisdatigita por adaptiĝi al industria evoluo, moviĝante al aŭtomatigo. Por lerni pli pri rezista veldado, bonvolu sekvi niajn ĝisdatigojn.
Oftaj Demandoj:
1、Kian veldan metodon mi uzu por veldi neoksideblan ŝtalan oleotamburon, kiu devas esti firme sigelita?
Por hermetikaj postuloj, vi povas uzi la kudran veldon, akudroveldilopovas fari ĝin.
2、Kia veldmaŝino estas ĝenerale uzata por aŭtopartoj?
Aŭtokorpoj kutime uzasmakulovelda pafilo, kiuj estas flekseblaj kaj facile aŭtomatigeblaj.
3、Kia elektra veldilo necesas por veldi 2mm dikan rustorezistan ŝtalon?
Punkta veldo de 130kVAing maŝinofunkcios bone.
4、Kiel mi veldas M8-nukson al 2mm karbona ŝtala plato?
Vi povas uzi projekcian veldoning maŝino.
5、Kiel mi ĝustigas punktajn veldajn parametrojn?
Alĝustigu la parametrojn laŭ la specifoj de via laborpeco kaj la veldaj postuloj.
6、Kieltopunkta veldo sen veldilo?
Vi povas uzi roboton por aŭtomata ŝarĝo kaj veldado.
7、Kieltoveldi aluminion?
Aluminio havas malaltan fandpunkton, do vi bezonas pli altan potencon. AMFDCspotvelder povas esti uzata.
Afiŝtempo: majo-30-2024




