


Lehtmetalli keevitamine on erinevate metalltoodete tootmisprotsessi oluline osa. Punktkeevitust kasutatakse laialdaselt autotööstuses, kodumasinate riistvaratööstuses ja lehtmetallist kastitööstuses. Kaasaegne tehnoloogia nõuab järjest kõrgemat keevituskvaliteeti. Selles artiklis selgitame üksikasjalikult punktkeevitusprotsessi ja arutame selle eeliseidpunktkeevitusautotööstuses.
Mis on punktkeevitus
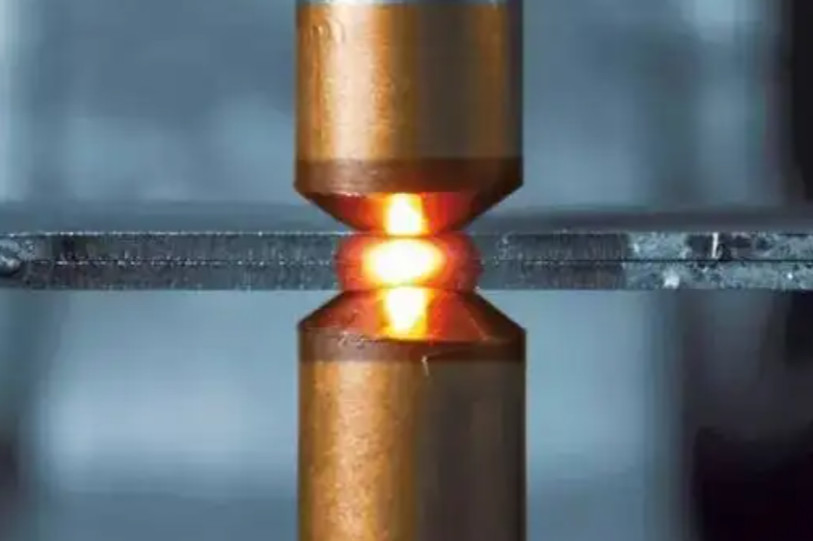
Punktkeevitus on teatud tüüpitakistuskeevitus. See hõlmab kahe tooriku asetamist ülemise ja alumise elektroodi vahele, nende soojendamist elektrivooluga ja surve avaldamist, et tekitada töödeldavate detailide kontaktpinnal plastiline olek, mis võimaldab neil omavahel siduda. Selle põhimõte on lihtne: juhtides elektrit läbi kahe vaskelektroodi, tõstab takistus töödeldavate detailide temperatuuri, põhjustades nende sulamise ja omavahel sidumise. Sellepärast nimetatakse seda ka takistuskeevituseks. Võrreldes teistegakeevitusprotsessid, punktkeevitus ei nõua keevitusmaterjali lisamist ja toiming on lihtne.
Kuidas märgata keevisõmblust?
1: tooriku pinna puhastamine
Levinud punktkeevitusmaterjalid
Alumiinium: Alumiinium on punktkeevitamisel väga levinud, eriti autotööstuses, kus selle kerged omadused võivad asendada jäiku konstruktsioone. Alumiiniumi keevitamine on aga keerulisem selle kõrge juhtivuse tõttu, mis nõuab umbes kaks korda suuremat voolu kui tavaliste materjalide puhul. Seetõttu tuleb alumiiniumi keevitamisel valida suurema võimsusega seadmed.
Teras: Teras on punktkeevitamisel kõige levinum materjal. See on kõva materjal ja paljud autokomponendid kasutavad terast. Punktkeevitust kasutatakse üldiselt autokerede ja jäikade mutrikomponentide keevitamiseks.
Vask: Vase punktkeevitus nõuab eritehnikaid. Vasel on kõrge soojus- ja elektrijuhtivus, mistõttu see kaldub elektroodide külge kleepuma. Seetõttu valime volfram- või molübdeenelektroodid. Keevitamise ajal tuleb kahe töödeldava detaili vahele lisada kõvajoodisjootmise materjali, seega kasutatakse tavaliselt vaskjoodisjootmist.
Tsingitud teras: Tsingitud terase keevitamine on raskem kui terase keevitamine, kuna see nõuab suuremat voolu. Tsingitud katte sulamistemperatuur on madalam kui terasel, mistõttu on keevitamisel kerge üle voolata ja pritsmeid tekitada.
Töödeldava detaili pinna puhastamine
Enne keevitamist on oluline kontrollida, kas toorikutel on rooste või oksüdatsioon. Kui nad seda teevad, tuleb töödeldavaid detaile töödelda. Pinna siledaks muutmiseks võite kasutada liivapaberit või veskit. Vastasel juhul tekib palju pritsmeid, mis võivad mõjutada keevitamise kvaliteeti.
2: Enne keevitamist ja parameetrite seadistamist kaaluge 4 muutujat
Surve
Sobiva rõhu valimine on ülioluline. Kui elektroodi rõhk on liiga kõrge või liiga madal, võib see nõrgendada keevisõmbluse tugevust ja suurendada selle hajumist. Keevitamisel on rõhu seadistamisel oluline arvestada töödeldava detaili omadustega.
Keevitamise aeg
Sobiva keevitusaja seadistamine on ülioluline. Kui keevitusaeg on liiga lühike, ei pruugi töödeldav detail keevitusnõuete täitmiseks piisavalt sulada. Teisest küljest, kui keevitusaeg on liiga pikk, on toorik kalduv deformatsioonile, mille tulemuseks on suuremad keevisjäljed.
Keevitusvool
Keevitusvool ja aeg täiendavad üksteist, kuid neil on ka omad piirid. Nende kahe vahel õige tasakaalu leidmine on täiuslike keevisõmbluste valmistamise võtmeks.
3: punktkeevitusmasin
Punktkeevitamiseks vajalik varustus on apunktkeevitusmasin, mida on saadaval erinevates mudelites. Õige punktkeevitusmasina valimine sõltub töödeldava detaili omadustest ja keevitusnõuetest. Näiteks kui soovite põhimaterjali nõutava tugevuse saavutamiseks kokku keevitada kaks 2 mm roostevabast terasest plaati, peate valima suurema võimsusega punktkeevitusmasina. Tavaline 130 KVA punktkeevitusmasin suudab seda teha. Kui teil on vaja keevitada 2 mm paksuseid alumiiniumplaate, on teil vaja tavalist 260 KVA punktkeevitusmasinat.
4: Asetage töödeldav detail elektroodide vahele ja alustage keevitamist
Kui olete sobiva punktkeevitusmasina välja valinud, on aeg alustada keevitamist. Pärast toiteallika ühendamist ja parameetrite reguleerimist asetage ettevalmistatud toorik nende kahe vaheleelektroodi kork. Vajutage jalgpedaali nuppu ja elektroodid suruvad alla, soojendades ja surudes töödeldavaid detaile, ühendades seeläbi kahe tooriku kontaktpunktid.
5: Koorimise test pärast keevitamist
Pärast tooriku keevitamist on keevisõmbluse tugevust palja silmaga raske hinnata. Sel ajal peate keevisõmbluse tugevuse testimiseks kasutama tööriistu. Koorimistestimine on suurepärane meetod. Koorimise testimise ajal jälgige tooriku koorimisel saavutatud maksimaalset tõmbejõudu. Mõnel töödeldaval detailil on sellele väärtusele erinõuded, et pidada keevisõmblust vastuvõetavaks.
Punktkeevituse eelised autotööstusele
Tugevad ja kauakestvad liigesed
Takiskeevitusega keevitatud osad loovad tugevad ja vastupidavad liitekohad. Sel viisil valmistatud tooted on tugevad ja stabiilsed, mis on autotööstuses ülioluline. Näiteks kui mutter pole kindlalt keevitatud, võib see põhjustada õnnetusi teel. Täpsus ja usaldusväärsus on autosektoris ülimalt tähtsad, kus väikseimgi viga on lubamatu. Seetõttu on takistuskeevitusel nende standardite täitmise tagamisel ülioluline roll.
Ühtlus liigestes
Autoosade keevitamisel ei ole oluline mitte ainult keevisõmbluste tugevdus, vaid ka see, et keevitatud tooted näeksid välja esteetiliselt meeldivad. Selle nõude saab täita takistuskeevitusega. Eriti auto kere keevitamisel peaks iga keeviskoht olema silmapaistmatu, kuna see mõjutab edasist töötlemist ja sõiduki üldist välimust.
Erinevate materjalide ühendamine
Takistuskeevitus sobib ka erinevate materjalide keevitamiseks. Autotööstuses on komponente, kus on vaja omavahel ühendada erinevad metallid. Siin on abiks takistuskeevitus, kuna sellega saab ühendada erinevaid materjale, nagu teras ja alumiinium.
Keevituskiirus
Takistuskeevitus ei vaja täitetraati. See on kiirem väikeste detailide keevitamiseks. Autotööstuses, kus keevitatakse enamasti väikeseid komponente, on protsess kiire ja lihtsalt automatiseeritav, säästes tööjõudu ja suurendades keevitamise efektiivsust.
Korratavus
Kuna takistuskeevitus sobib korduvate toodete keevitamiseks, võib erinevatele spetsifikatsioonidele üleminekul vaja minna parameetreid ja seadmeid. Seetõttu sobib see rohkem suuremahuliste toodete keevitamiseks. Autoosad peavad just selle omaduse tõttu takistuskeevitust eriti sobivaks autotööstusele.
Takistuskeevitust kasutatakse tänapäeva tööstussektorites üha laialdasemalt. Selle tehnoloogiat ajakohastatakse pidevalt, et kohaneda tööstuse arenguga, liikudes automatiseerimise suunas. Lisateabe saamiseks takistuskeevituse kohta järgige meie värskendusi.
KKK:
1、Millist keevitusmeetodit peaksin kasutama roostevabast terasest õlitrumli keevitamiseks, mis tuleb tihedalt sulgeda?
Õhutiheduse tagamiseks võite kasutada õmbluse keevitamist, aõmbluse keevitajasaab hakkama.
2、Millist keevitusmasinat kasutatakse üldiselt auto kereosade jaoks?
Tavaliselt kasutatakse autokerekohapealkeevituspüstol, mis on paindlikud ja hõlpsasti automatiseeritavad.
3、Millist punktkeevitusseadet on vaja 2 mm paksuse roostevaba terase keevitamiseks?
130kVA punktkeevitusmasinhakkab hästi tööle.
4、Kuidas keevitada M8 mutrit 2 mm süsinikterasest plaadile?
Võite kasutada eenduvat keevisõmblustmasin.
5、Kuidas punktkeevituse parameetreid reguleerida?
Reguleerige parameetreid vastavalt oma tooriku spetsifikatsioonidele ja keevitusnõuetele.
6、Kuidastopunktkeevitus ilma keevitajata?
Automatiseeritud laadimiseks ja keevitamiseks saate kasutada robotit.
7、Kuidastokeevitada alumiiniumi?
Alumiiniumil on madal sulamistemperatuur, nii et vajate suuremat võimsust. AMFDCsaab kasutada punktkeevitajat.
Postitusaeg: 30. mai-2024




