


ADB-360 MFDC puntuko soldadura makina
 Bidali mezu elektronikoa
Bidali mezu elektronikoa
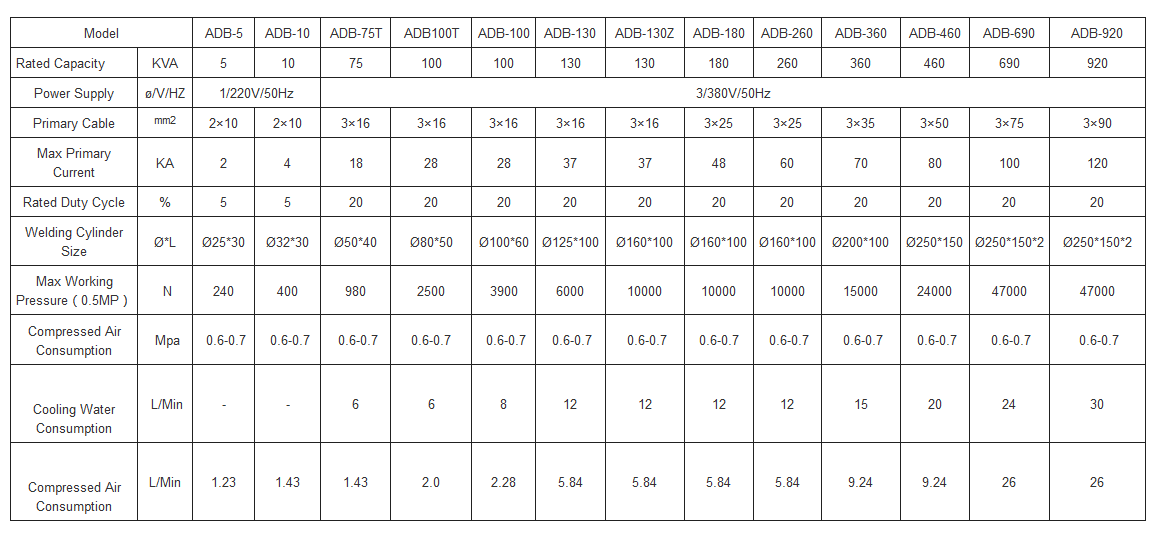
Produktuaren Aurkezpena
Produktuaren Aurkezpena
-
Eraginkortasunez kendu soldadura zipriztinak eta lortu soldadura efektu egonkorrak eta kalitate handikoak
Tarteko maiztasuneko soldadura-makinaren irteerako korronte lauak sortutako bero-hornidura etengabeak nugget-aren tenperatura etengabe igotzen du. Aldi berean, korrontearen igoeraren malda eta denboraren kontrol zehatzak ez du zipriztinarik eragingo bero-jauzien eta korrontearen igoera kontrolaezina dela eta.
-
Pizteko soldadura denbora laburra, eraginkortasun termiko handia eta soldadura forma ederra
IF inbertsore puntuko soldatzaileak irteerako soldadura-korronte laua du, eta horrek eraginkortasun handiko eta soldadura beroaren etengabeko hornidura bermatzen du. Eta pizteko denbora laburra da, ms mailara iristen da, eta horrek soldadura-beroaren eraginpeko zona txiki egiten du eta soldadura-junturak ederki eratzen dira.
-
Kontrol-zehaztasun handia
Lan-maiztasun handia (normalean 1-4KHz) tarteko maiztasun puntuko soldadura-makinaren, feedback-kontrolaren zehaztasuna 20-80 aldiz handiagoa da AC puntuko soldadura-makinaren eta bigarren zuzenketa-puntu-soldadura-makinarena, eta dagokion irteera-kontrolaren zehaztasuna ere bada. oso altua.
-
Energia aurreztea
energia aurreztea. Eraginkortasun termiko handia, soldadura-transformadore txikia eta burdina-galera txikia direla eta, inbertsorearen soldadura-makinak energiaren % 30 baino gehiago aurreztu dezake AC puntuko soldadura-makinak eta bigarren mailako zuzenketa-puntu-soldadura-makinak pieza bera soldatzerakoan.
-
Inbertsore puntuko soldadura makina sareko elikadura-horniduraren orekarako egokia da, potentzia konpentsatzeko ekiporik gabe
Erresistentzia handiko altzairuaren eta bero eratutako altzairuaren puntuko soldadurarako eta automobilgintzako industrian, puntu anitzeko soldadurarako eta karbono baxuko altzairuzko plaka arrunten, altzairu herdoilgaitzezko plaka, galbanizatutako plaka, aluminiozko plaka eta puntu anitzeko soldadurarako erabiltzen da. alanbrea, erresistentziazko soldadura eta kobrezko alanbrearen puntuko soldadura tentsio handiko eta baxuko industria elektrikoan, zilarrezko puntuko soldadura, kobrezko plakako soldadura, zilarrezko puntuzko soldadura konposatua, etab.
Soldadura Laginak
Soldadura Laginak

Aluminiozko plaka

lurrun ganberaren kobrezko xafla

Intxaur hexagonal frantsesa

erresistentzia handiko altzairuzko eserlekua probatzeko plaka

saihets sendotzea

intxaur biribila

eserlekuaren doitzailea

zilarrezko kontaktua

zilarrezko plaka

altzairu herdoilgaitza

terminal-haria

termoformatutako altzairuzko azkoin karratua

Soldatzailearen xehetasunak
Soldatzailearen xehetasunak

Soldadura-parametroak
Soldadura-parametroak
Prozesu pertsonalizatua
Prozesu pertsonalizatua










Kasu arrakastatsuak
Kasu arrakastatsuak




Salmenta osteko sistema
Salmenta osteko sistema
-
20+Urteak
zerbitzu taldea
Zehatza eta profesionala -
24hx7
zerbitzua linean
Ez kezkatu salmenta osteko salmenta osteko -
Doan
Hornikuntza
prestakuntza teknikoa libreki.



Bazkidea
Bazkidea




















Soldatzaileen ohiko galderak
Soldatzaileen ohiko galderak
- G: Zenbat aldiz egiten da puntuko soldadura mantentzea?
A: Mantentze-maiztasuna puntu-soldatzailearen erabileraren eta ekoizpen-ingurunearen arabera zehaztu behar da, eta normalean mantentze-lanak hilean behin egitea gomendatzen da.
- G: Nola aukeratu puntuko soldadurarako makina elikadura egokia?
A: Puntu-soldatzeko makinaren elikadura-hornidura aukeraketa ekipamenduaren potentziaren eta erabilera-ingurunearen arabera zehaztu behar da, ekipoak normal funtziona dezakeela ziurtatzeko.
- G: Zer babes-neurri erabili behar dituzte puntu-soldatzaileek?
E: Leku-soldatzaileek babes-betaurrekoak, eskularruak eta beste segurtasun-tresna batzuk erabili behar dituzte operadoreak seguru mantentzeko.
- G: Nola konektatu behar da puntuko soldadura makinaren elikadura-hornidura?
A: Elikatze-hornidura ekipoaren eskakizun elektrikoen eta segurtasun-arauen arabera konektatu behar da.
- G: Zenbat denbora irauten du puntu-soldagailuaren bizitza?
A: Puntu-soldatzeko makinaren iraupena ekipoen kalitatea, mantentze-lanak eta erabilera-ingurunea bezalako faktoreen araberakoa da, normalean 5-10 urte bitartean.
- G: Zein da puntu-soldagailuaren soldadura-abiadura?
A: Soldadura-abiadura soldadura-proiektuaren tamainaren eta konplexutasunaren araberakoa da eta normalean segundoko hainbat aldiz izaten da.




