


دستگاه جوش نقطه ای ADB-360 MFDC
 برای ما ایمیل بفرستید
برای ما ایمیل بفرستید
معرفی محصول
معرفی محصول
-
به طور موثر پاشش جوش را سرکوب کنید و به اثرات جوشکاری پایدار و با کیفیت بالا برسید
تامین حرارت مداوم تولید شده توسط جریان خروجی صاف دستگاه جوش فرکانس متوسط باعث می شود دمای قطعه به طور مداوم افزایش یابد. در عین حال، کنترل دقیق شیب و زمان در حال افزایش جریان باعث ایجاد پاشش در اثر پرش های حرارتی و زمان افزایش غیرقابل کنترل جریان نمی شود.
-
زمان جوشکاری کوتاه، راندمان حرارتی بالا و شکل جوش زیبا
جوشکار نقطه ای اینورتر IF دارای جریان جوشکاری با خروجی مسطح است که تامین گرمای جوشکاری با راندمان بالا و مداوم را تضمین می کند. و زمان روشن شدن کوتاه است و به سطح ms می رسد که باعث می شود ناحیه متاثر از حرارت جوش کوچک شود و اتصالات لحیم کاری به زیبایی شکل بگیرد.
-
دقت کنترل بالا
فرکانس کاری بالا (معمولاً 1-4 کیلوهرتز) دستگاه جوش نقطه ای فرکانس متوسط، دقت کنترل بازخورد 20-80 برابر دستگاه جوش معمولی AC و دستگاه جوش نقطه ای اصلاح ثانویه است و دقت کنترل خروجی مربوطه نیز می باشد. بسیار بالا
-
صرفه جویی در انرژی
صرفه جویی در انرژی با توجه به راندمان حرارتی بالا، ترانسفورماتور جوش کوچک و تلفات آهن کوچک، دستگاه جوش اینورتر می تواند بیش از 30٪ انرژی نسبت به دستگاه جوش نقطه ای AC و دستگاه جوش نقطه ای اصلاح ثانویه در هنگام جوشکاری همان قطعه کار صرفه جویی کند.
-
دستگاه جوش اینورتر نقطه ای برای تعادل منبع تغذیه شبکه، بدون تجهیزات جبران توان مناسب است
برای جوشکاری نقطه ای و جوشکاری مهره ای فولاد با استحکام بالا و فولاد شکل گرم در صنعت خودروسازی، جوش نقطه ای و جوش پیش بینی چند نقطه ای ورق فولادی معمولی کم کربن، ورق فولادی ضد زنگ، صفحه گالوانیزه، صفحه آلومینیومی و سیم، لحیم کاری مقاومتی و جوش نقطه ای سیم مسی در صنایع برق فشار قوی و فشار ضعیف، جوش نقطه ای نقره، مس لحیم کاری صفحه، جوشکاری نقطه ای نقره کامپوزیت و غیره













جزئیات جوشکار
جزئیات جوشکار

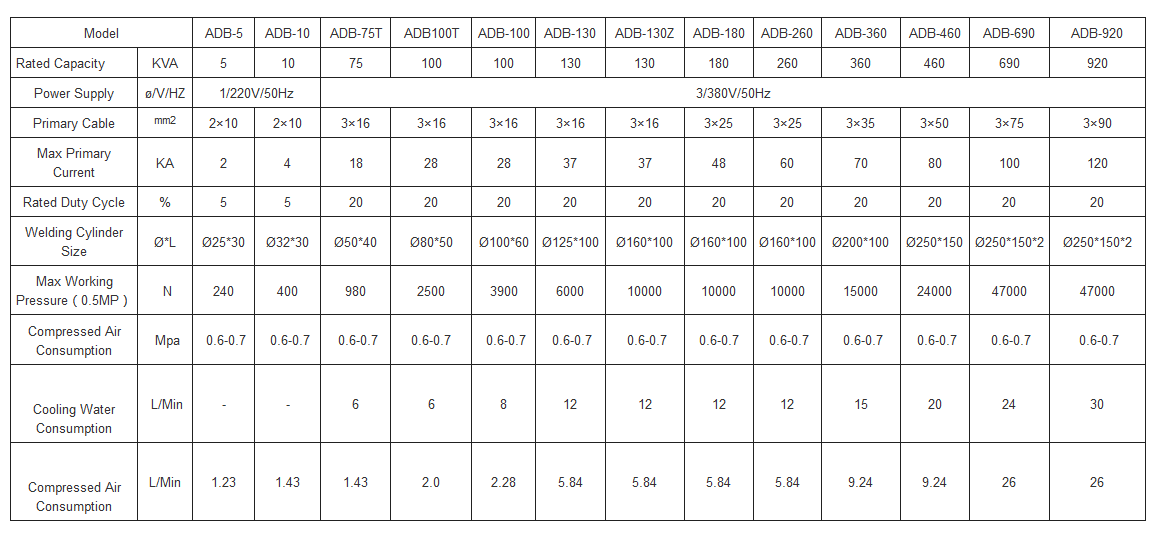
پارامترهای جوشکاری
پارامترهای جوشکاری
فرآیند سفارشی
فرآیند سفارشی










موارد موفق
موارد موفق




سیستم پس از فروش
سیستم پس از فروش
-
20+سالها
تیم خدمات
دقیق و حرفه ای -
24hx7
خدمات آنلاین
پس از فروش پس از فروش نگران نباشید -
رایگان
عرضه کنید
آموزش فنی آزادانه



شریک
شریک




















سوالات متداول جوشکار
سوالات متداول جوشکار
- س: هر چند وقت یکبار تعمیر و نگهداری نقطه جوش انجام می شود؟
ج: دفعات نگهداری باید با توجه به استفاده از جوشکار نقطه ای و محیط تولید تعیین شود و معمولاً انجام تعمیرات ماهی یک بار توصیه می شود.
- س: چگونه یک منبع تغذیه مناسب برای دستگاه جوش نقطه ای انتخاب کنیم؟
A: انتخاب منبع تغذیه دستگاه جوش نقطه ای باید با توجه به قدرت تجهیزات و محیط استفاده تعیین شود تا اطمینان حاصل شود که تجهیزات می توانند به طور عادی کار کنند.
- س: جوشکاران نقطه ای باید از چه نوع اقدامات حفاظتی استفاده کنند؟
پاسخ: جوشکارهای نقطه ای برای ایمن نگه داشتن اپراتورها به استفاده از عینک محافظ، دستکش و سایر وسایل ایمنی نیاز دارند.
- س: منبع تغذیه دستگاه جوش نقطه ای چگونه باید وصل شود؟
A: منبع تغذیه باید مطابق با الزامات الکتریکی و استانداردهای ایمنی تجهیزات متصل شود.
- س: عمر مفید جوشکار نقطه ای چقدر است؟
پاسخ: عمر دستگاه جوش نقطه ای به عواملی مانند کیفیت تجهیزات، نگهداری و محیط استفاده بستگی دارد، معمولا بین 5-10 سال.
- س: سرعت جوشکاری نقطه جوش چقدر است؟
پاسخ: سرعت جوش بستگی به اندازه و پیچیدگی پروژه جوشکاری دارد و معمولاً چندین بار در ثانیه است.




