


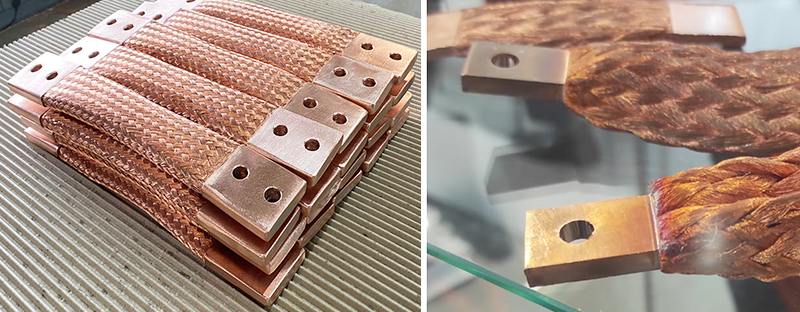
باسباربه طور فزاینده ای در بخش انرژی جدید فعلی، از جمله صنایعی مانند وسایل نقلیه الکتریکی، ذخیره انرژی و سیستم های قدرت استفاده می شوند. با پیشرفت تکنولوژی، مواد Busbar از مس به کامپوزیت های مس-نیکل، مس-آلومینیوم، آلومینیوم و گرافن تبدیل شده اند. این باسبارها به شدت به شکلدهی و جوشکاری وابسته هستند، زیرا نیاز به اتصال با باتریها، سیستمهای کنترل الکتریکی و سایر اجزا دارند. جوشکاری در انتها و بخشهای میانی برای این اتصالات بسیار مهم استجوشکاری انتشاریروش اصلی برای تشکیل شینه است.
انواع باسبارتجهیزات جوشکاری انتشار
دو نوع اصلی از تجهیزات جوشکاری با انتشار Busbar وجود دارد. یکی جوشکاری انتشار مقاومتی است که مستقیماً ماده پایه را از طریق جریان بالا گرم می کند. دیگری جوشکاری با انتشار فرکانس بالا است که در آن گرافیت گرم می شود و گرما را به ماده پایه منتقل می کند. هر دو روش ماده پایه را تا دمای معینی گرم می کنند و تحت فشار بالا، یک اتصال فاز جامد را تشکیل می دهند و به اثر جوشکاری انتشار می رسند. روش گرمایش استفاده شده به مواد شینبار بستگی دارد.
جوشکاری انتشار مقاومتی
جوشکاری با انتشار مقاومتی عمدتاً برای شینه های مسی استفاده می شود، زیرا مس دارای نقطه ذوب و رسانایی بالایی است. برای اطمینان از گرمایش یکنواخت و تسریع فرآیند، از الکترودهای گرافیتی استفاده می شود. الکترودهای بالایی و پایینی جریان بالایی را به باسبار مسی هدایت می کنند و آن را از طریق مقاومت تماس بین چندین لایه فویل مسی گرم می کنند. خود الکترودهای گرافیتی نیز به دلیل مقاومت بالا، گرما تولید می کنند. این گرمایش ترکیبی می تواند دمای شینه مسی را به بیش از 600 درجه سانتیگراد افزایش دهد و تا 1300 درجه سانتیگراد برسد و امکان جوشکاری موفقیت آمیز تحت فشار بالا را فراهم کند.
جوشکاری با انتشار فرکانس بالا
جوشکاری با انتشار فرکانس بالا برای شینه های آلومینیومی، شینه های مس-نیکل، شینه های مس-آلومینیوم و شینه های کامپوزیت مانند ترکیبات مس و غیرفلزی مناسب است. این روش از گرمایش غیرمستقیم استفاده می کند که آن را برای جوشکاری مواد پیچیده ایده آل می کند. در جوشکاری با انتشار فرکانس بالا، گرافیت گرم می شود و سپس گرما را به ماده پایه منتقل می کند و دمای آن تا 1200 درجه سانتی گراد می رسد. تحت فشار زیاد، مواد یک اتصال جامد را تشکیل می دهند.
جوشکاری انتشاری مواد مختلف شینه
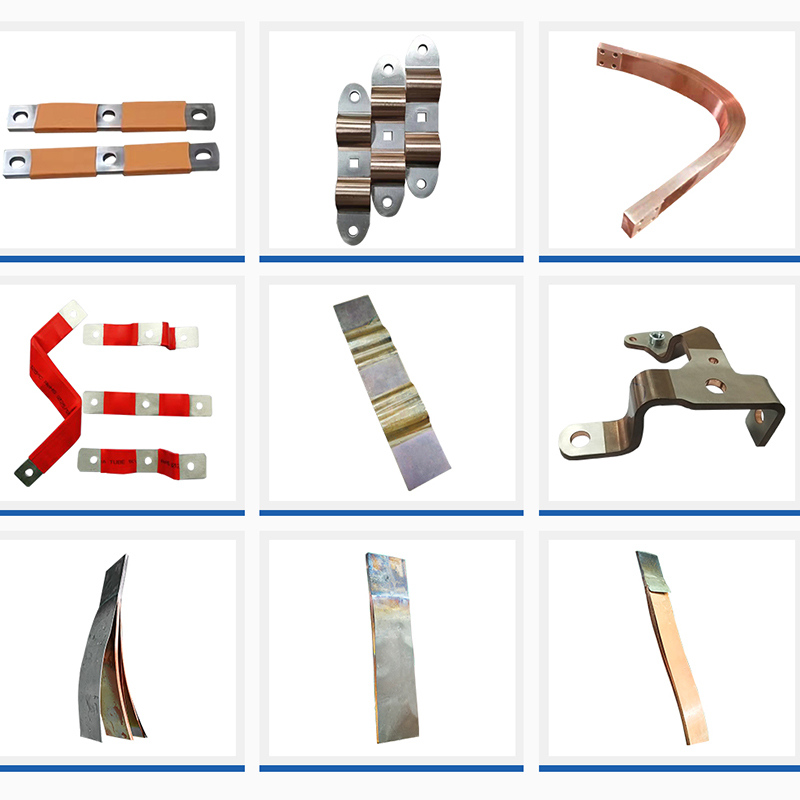
جوشکاری مواد مسی به دلیل پایداری اکسیدهایشان نسبتا آسانتر است. شینههای مسی ضخیمتر، مانند آنهایی که در سیستمهای قدرت استفاده میشوند، به دلیل راندمان حرارتی بالا، به جوشکاری انتشار مقاومتی نیاز دارند. ضخامت آنها می تواند به 50 میلی متر با ناحیه جوش 200x200 میلی متر برسد. شینههای نازکتر، مانند آنهایی که در خودروهای الکتریکی استفاده میشوند، معمولاً با ضخامت 3 میلیمتر با ناحیه جوش 25×50 میلیمتر، میتوانند از جوشکاری مقاومتی یا با انتشار فرکانس بالا استفاده کنند.
شینه های آلومینیومی به دلیل نقطه ذوب آلومینیوم (670 درجه سانتیگراد) و نقطه ذوب بسیار بالاتر اکسید آلومینیوم (2000 درجه سانتیگراد) چالش برانگیزتر هستند. برای آلومینیوم، معمولاً از جوشکاری با انتشار فرکانس بالا استفاده میشود و مواد از قبل تمیز میشوند تا اکسیدها حذف شوند. دمای انتشار معمولاً زیر 600 درجه سانتیگراد تنظیم می شود.
باسبارهای مس نیکل از چندین لایه فویل مسی با روکش فویل نیکل برای مقاومت در برابر سایش و خوردگی تشکیل شده است. جوشکاری با انتشار فرکانس بالا معمولاً برای رسیدگی به تفاوت بزرگ در مقاومت الکتریکی بین مس و نیکل استفاده می شود. باسبارهای کامپوزیت، مانند مس ترکیب شده با گرافن، برای کنترل دقیق فرآیند گرمایش و جلوگیری از آسیب رساندن به مواد پایه در حین دستیابی به انتشار، به جوشکاری انتشار با فرکانس بالا نیاز دارند.
روش های فشار در جوشکاری انتشار شینهماشین
جوشکاری دیفیوژن به فشار بالا نیاز دارد که می تواند با استفاده از تقویت کننده های هوا-مایع، سیستم های هیدرولیک یا سیستم های سروو اعمال شود. روش های سنتی بیشتر از سیستم های هیدرولیک برای خروجی پایدار و نیروی زیاد استفاده می کنند. امروزه سروو پرس به دلیل کنترل دقیق فشار و جابجایی قابل تنظیم آن به طور فزاینده ای محبوب شده است که دقت بالایی در ابعاد محصول جوش داده شده را تضمین می کند.
نتیجه گیری
این یک بررسی اجمالی از جوشکاری دیفیوژن شینه است. اگر به دنبال روش مناسب جوشکاری برای باسبار هستید، این مقاله باید پاسخ هایی را ارائه دهد. با توسعه مداوم فن آوری جوشکاری، تکنیک های نوآورانه تری برای پاسخگویی به خواسته های جامعه مدرن اتخاذ می شود.
زمان ارسال: سپتامبر 20-2024




