


جوشکاری ورق فلزی بخش مهمی از فرآیند تولید محصولات فلزی مختلف است. جوش نقطه ای به طور گسترده در صنعت خودروسازی، صنعت سخت افزار لوازم خانگی و صنعت جعبه فلزی استفاده می شود. تکنولوژی مدرن به طور فزاینده ای کیفیت جوش بالاتر را می طلبد. در این مقاله، فرآیند جوشکاری نقطه ای را به طور مفصل توضیح می دهیم و مزایای آن را مورد بحث قرار می دهیمجوش نقطه ایدر صنعت خودرو
جوش نقطه ای چیست؟
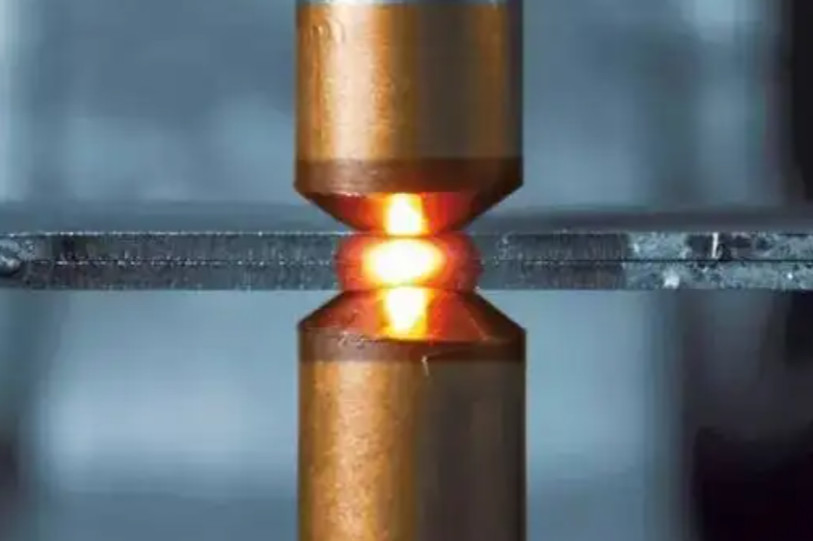
جوش نقطه ای نوعی ازجوشکاری مقاومتی. این شامل قرار دادن دو قطعه کار بین الکترودهای بالایی و پایینی، گرم کردن آنها با جریان الکتریکی و اعمال فشار برای ایجاد حالت پلاستیکی در سطح تماس قطعات کار است که به آنها اجازه می دهد به یکدیگر متصل شوند. اصل آن ساده است: با هدایت الکتریسیته از طریق دو الکترود مسی، مقاومت باعث افزایش دمای قطعات کار می شود و باعث ذوب شدن و اتصال آنها به یکدیگر می شود. به همین دلیل به آن جوشکاری مقاومتی نیز می گویند. در مقایسه با سایرینفرآیندهای جوشکاری، جوش نقطه ای نیازی به افزودن مواد جوش ندارد و عملیات آن ساده است.
چگونه جوش را تشخیص دهیم؟
1: تمیز کردن سطح قطعه کار
جوش نقطه ای مواد متداول
آلومینیوم: آلومینیوم در جوشکاری نقطه ای بسیار رایج است، به ویژه در صنعت خودروسازی که ویژگی های سبک وزن آن می تواند جایگزین سازه های صلب شود. با این حال، جوشکاری آلومینیوم به دلیل رسانایی بالا، چالش برانگیزتر است و به جریانی حدود دو برابر مواد معمولی نیاز دارد. بنابراین، هنگام جوشکاری آلومینیوم، باید تجهیزاتی با قدرت بالاتر انتخاب کنید.
فولاد: فولاد رایج ترین ماده در جوشکاری نقطه ای است. این یک ماده سخت است و بسیاری از قطعات خودرو از فولاد استفاده می کنند. جوش نقطه ای عموماً برای جوشکاری بدنه خودرو و اجزای مهره سفت و سخت استفاده می شود.
مس: جوش نقطه ای مس نیاز به تکنیک های خاصی دارد. مس دارای رسانایی حرارتی و الکتریکی بالایی است که آن را مستعد چسبیدن به الکترودها می کند. بنابراین، الکترودهای تنگستن یا مولیبدن را انتخاب می کنیم. در طول جوشکاری، مواد لحیم کاری باید بین دو قطعه کار اضافه شود، بنابراین معمولاً از لحیم کاری مس استفاده می شود.
فولاد گالوانیزه: جوشکاری فولاد گالوانیزه دشوارتر از جوشکاری فولاد است و به جریان بالاتری نیاز دارد. نقطه ذوب پوشش گالوانیزه کمتر از فولاد است، بنابراین به راحتی سرریز شده و در حین جوشکاری پاشیده می شود.
تمیز کردن سطح قطعه کار
قبل از جوشکاری، مهم است که بررسی کنید که آیا قطعات کار دارای زنگ زدگی یا اکسیداسیون هستند. اگر آنها انجام دهند، قطعات کار باید درمان شوند. برای صاف کردن سطح می توانید از کاغذ سنباده یا آسیاب استفاده کنید. در غیر این صورت، پاشش زیادی وجود خواهد داشت که می تواند بر کیفیت جوش تأثیر بگذارد.
2: در نظر گرفتن 4 متغیر قبل از جوشکاری و تنظیم پارامترها
فشار
انتخاب فشار مناسب بسیار مهم است. اگر فشار الکترود خیلی زیاد یا خیلی کم باشد، می تواند استحکام جوش را ضعیف کرده و پراکندگی آن را افزایش دهد. هنگام جوشکاری، در نظر گرفتن ویژگی های قطعه کار هنگام تنظیم فشار مهم است.
زمان جوشکاری
تنظیم زمان مناسب جوشکاری بسیار مهم است. اگر زمان جوش خیلی کوتاه باشد، ممکن است قطعه کار به اندازه کافی ذوب نشود تا نیازهای جوشکاری را برآورده کند. از طرف دیگر، اگر زمان جوش بیش از حد طولانی باشد، قطعه کار مستعد تغییر شکل است و در نتیجه علائم جوش بزرگتر ایجاد می شود.
جریان جوشکاری
جریان و زمان جوش مکمل یکدیگر هستند، اما محدودیتهایی نیز دارند. یافتن تعادل مناسب بین این دو، کلید تولید جوش های کامل است.
3: دستگاه جوش نقطه ای
تجهیزات مورد نیاز برای جوشکاری نقطه ای استدستگاه جوش نقطه ای، که در مدل های مختلف عرضه می شود. انتخاب دستگاه جوش نقطه ای مناسب به ویژگی های قطعه کار و الزامات جوش بستگی دارد. به عنوان مثال، اگر می خواهید دو صفحه فولادی ضد زنگ 2 میلی متری را به یکدیگر جوش دهید تا به استحکام مواد اولیه مورد نیاز دست پیدا کنید، باید یک دستگاه جوش نقطه ای با قدرت بالاتر انتخاب کنید. یک دستگاه جوش نقطه ای استاندارد با 130KVA می تواند این کار را انجام دهد. با این حال، اگر شما نیاز به جوشکاری صفحات آلومینیومی با ضخامت 2 میلی متر دارید، به یک دستگاه جوش نقطه ای استاندارد با 260KVA نیاز دارید.
4: قطعه کار را بین الکترودها قرار دهید و جوشکاری را شروع کنید
هنگامی که یک دستگاه جوش نقطه ای مناسب را انتخاب کردید، زمان شروع جوشکاری است. پس از اتصال منبع تغذیه و تنظیم پارامترها، قطعه کار آماده شده را بین این دو قرار دهیدکلاهک الکترود. دکمه پدال پا را فشار دهید، الکترودها فشار میآورند و قطعه کار را گرم و فشرده میکنند و در نتیجه نقاط تماس دو قطعه کار را به هم متصل میکنند.
5: تست لایه برداری بعد از جوشکاری
پس از جوشکاری قطعه کار، ارزیابی استحکام جوش تنها با چشم غیر مسلح دشوار است. در آن زمان است که باید از ابزارهایی برای آزمایش استحکام جوش استفاده کنید. آزمایش لایه برداری یک روش عالی است. در حین آزمایش لایه برداری، حداکثر نیروی کششی را که هنگام لایه برداری قطعه کار به دست می آید، رعایت کنید. برخی از قطعات کار الزامات خاصی برای این مقدار دارند تا جوش قابل قبول تلقی شود.
مزایای جوش نقطه ای برای صنعت خودرو
مفاصل محکم و بادوام
قطعات جوش داده شده با استفاده از جوش مقاومتی اتصالات قوی و بادوامی ایجاد می کنند. محصولات ساخته شده از این طریق محکم و پایدار هستند که در صنعت خودرو بسیار مهم است. به عنوان مثال، اگر مهره ای به طور ایمن جوش داده نشده باشد، می تواند منجر به تصادف در جاده شود. دقت و قابلیت اطمینان در بخش خودرو بسیار مهم است، جایی که حتی کوچکترین خطا غیرقابل قبول است. بنابراین، جوشکاری مقاومتی نقش مهمی در حصول اطمینان از رعایت این استانداردها دارد.
یکنواختی در مفاصل
در جوشکاری قطعات خودرو، نه تنها محکم بودن جوش ها مهم است، بلکه برای محصولات جوش داده شده نیز از نظر زیبایی ظاهری دلپذیر به نظر می رسد. جوشکاری مقاومتی می تواند این نیاز را محقق کند. به خصوص برای جوشکاری بدنه خودرو، هر نقطه جوش باید نامشخص باشد، زیرا بر پردازش بعدی و ظاهر کلی خودرو تأثیر می گذارد.
اتصال مواد غیر مشابه
جوش مقاومتی برای جوشکاری مواد غیر مشابه نیز مناسب است. در صنعت خودروسازی، قطعاتی وجود دارد که باید فلزات مختلف به یکدیگر متصل شوند. این جایی است که جوشکاری مقاومتی مفید است، زیرا می تواند مواد غیر مشابه مانند فولاد و آلومینیوم را به هم بپیوندد.
سرعت جوش
جوشکاری مقاومتی نیازی به سیم پرکننده ندارد. برای جوشکاری قطعات کوچک سریعتر است. در صنعت خودروسازی، جایی که بیشتر قطعات کوچک جوش داده میشوند، این فرآیند سریع و به راحتی خودکار میشود و باعث صرفهجویی در کار و افزایش راندمان جوش میشود.
تکرارپذیری
با توجه به مناسب بودن آن برای جوشکاری محصولات تکراری، جوش مقاومتی ممکن است به تنظیمات پارامترها و تجهیزات هنگام تغییر به مشخصات مختلف نیاز داشته باشد. از این رو برای جوشکاری محصولات با حجم بالا مناسب تر است. اجزای خودرو دقیقاً به دلیل همین ویژگی، جوش مقاومتی را به ویژه برای صنعت خودرو مناسب میدانند.
جوشکاری مقاومتی به طور فزاینده ای در بخش های صنعتی امروزی استفاده می شود. فن آوری آن به طور مداوم به روز می شود تا با توسعه صنعتی سازگار شود و به سمت اتوماسیون حرکت کند. برای کسب اطلاعات بیشتر در مورد جوشکاری مقاومتی، لطفا به روز رسانی های ما را دنبال کنید.
سوالات متداول:
1،برای جوش دادن درام روغن فولادی ضد زنگ که نیاز به آب بندی محکم دارد از چه روش جوشکاری استفاده کنم؟
برای الزامات هوابندی، می توانید از جوشکاری درز، aجوشکار درزمی تواند آن را انجام دهد.
2،به طور کلی از چه نوع دستگاه جوشکاری برای قطعات بدنه خودرو استفاده می شود؟
بدنه خودرو معمولا استفاده می کندنقطهتفنگ جوشکاری، که انعطاف پذیر هستند و به راحتی خودکار می شوند.
3،برای جوشکاری فولاد زنگ نزن با ضخامت 2 میلی متر به چه جوشکاری نقطه قدرت نیاز است؟
جوش نقطه ای 130 کیلو ولت آمپرماشین ingبه خوبی کار خواهد کرد.
4،چگونه یک مهره M8 را به یک صفحه فولادی کربنی 2 میلی متری جوش دهیم؟
می توانید از جوش پروجکشن استفاده کنیدماشین ing
5،چگونه پارامترهای جوش نقطه ای را تنظیم کنم؟
پارامترها را بر اساس مشخصات قطعه کار و الزامات جوشکاری تنظیم کنید.
6،چگونهtoجوش نقطه ای بدون جوشکار؟
می توانید از ربات برای بارگیری و جوشکاری خودکار استفاده کنید.
7،چگونهtoجوش آلومینیوم؟
آلومینیوم نقطه ذوب پایینی دارد، بنابراین شما به قدرت بالاتری نیاز دارید. الفMFDCمی توان از جوشکار نقطه ای استفاده کرد.
زمان ارسال: مه-30-2024




