


Metallilevyjen hitsaus on olennainen osa eri metallituotteiden valmistusprosessia. Pistehitsausta käytetään laajalti autoteollisuudessa, kodinkonelaitteistoteollisuudessa ja ohutlevyteollisuudessa. Nykyaikainen tekniikka vaatii yhä parempaa hitsauksen laatua. Tässä artikkelissa selitämme pistehitsausprosessin yksityiskohtaisesti ja keskustelemme sen eduistapistehitsausautoteollisuudessa.
Mikä on pistehitsaus
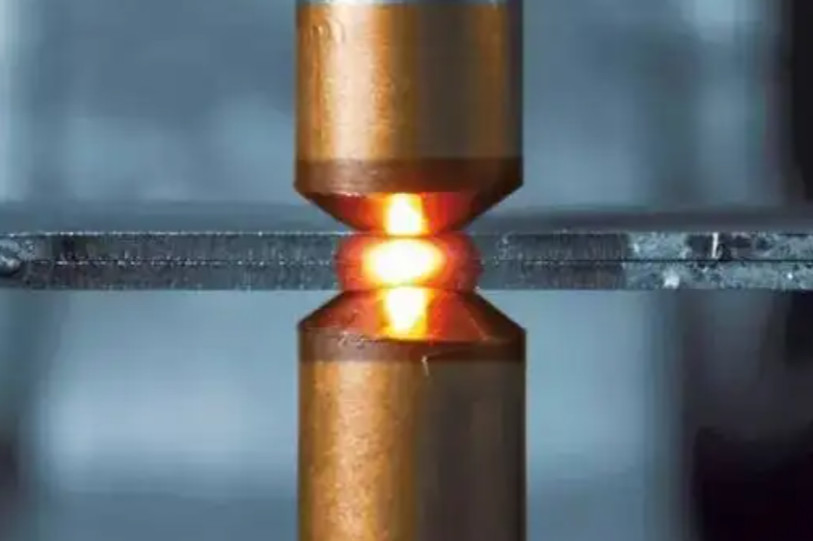
Pistehitsaus on eräänlainenvastushitsaus. Se sisältää kahden työkappaleen asettamisen ylemmän ja alemman elektrodin väliin, niiden lämmittämisen sähkövirralla ja paineen kohdistamisen muovisen tilan luomiseksi työkappaleiden kosketuspintaan, jolloin ne voivat sitoutua toisiinsa. Sen periaate on yksinkertainen: johtamalla sähköä kahden kuparielektrodin läpi vastus nostaa työkappaleiden lämpötilaa, jolloin ne sulavat ja sitoutuvat toisiinsa. Siksi sitä kutsutaan myös vastushitsaukseksi. Muihin verrattunahitsausprosessit, pistehitsaus ei vaadi hitsausmateriaalin lisäämistä ja toiminta on yksinkertainen.
Kuinka havaita hitsaus?
1: Työkappaleen pinnan puhdistus
Yleisimmät pistehitsausmateriaalit
Alumiini: Alumiini on hyvin yleinen pistehitsauksessa, erityisesti autoteollisuudessa, jossa sen keveysominaisuudet voivat korvata jäykät rakenteet. Alumiinin hitsaus on kuitenkin haastavampaa sen korkean johtavuuden vuoksi, joka vaatii noin kaksi kertaa tavallisiin materiaaleihin verrattuna. Siksi alumiinia hitsattaessa on valittava laitteet, joilla on suurempi teho.
Teräs: Teräs on yleisin materiaali pistehitsauksessa. Se on kova materiaali, ja monet auton komponentit käyttävät terästä. Pistehitsausta käytetään yleensä auton korien ja jäykkien mutteriosien hitsaukseen.
Kupari: Kuparin pistehitsaus vaatii erikoistekniikoita. Kuparilla on korkea lämmön- ja sähkönjohtavuus, mikä tekee siitä alttiita tarttumaan elektrodeihin. Siksi valitsemme volframi- tai molybdeenielektrodit. Hitsauksen aikana juotosmateriaalia on lisättävä kahden työkappaleen väliin, joten kuparijuottoa käytetään yleisesti.
Galvanoitu teräs: Galvanoidun teräksen hitsaus on vaikeampaa kuin teräksen hitsaus, sillä se vaatii suurempaa virtaa. Galvanoidun pinnoitteen sulamispiste on matalampi kuin teräksen, joten se on helppo vuotaa yli ja muodostaa roiskeita hitsauksen aikana.
Työkappaleen pinnan puhdistus
Ennen hitsaamista on tärkeää tarkistaa, onko työkappaleissa ruostetta tai hapettumista. Jos näin tapahtuu, työkappaleet on käsiteltävä. Voit tehdä pinnasta sileän hiekkapaperilla tai hiomakoneella. Muuten syntyy paljon roiskeita, jotka voivat vaikuttaa hitsauksen laatuun.
2: Harkitse 4 muuttujaa ennen hitsausta ja parametrien asettamista
Paine
Oikean paineen valitseminen on ratkaisevan tärkeää. Jos elektrodin paine on liian korkea tai liian alhainen, se voi heikentää hitsin lujuutta ja lisätä sen hajaantumista. Hitsauksessa on tärkeää ottaa huomioon työkappaleen ominaisuudet painetta asetettaessa.
Hitsausaika
Oikean hitsausajan asettaminen on ratkaisevan tärkeää. Jos hitsausaika on liian lyhyt, työkappale ei välttämättä sula riittävästi täyttääkseen hitsausvaatimukset. Toisaalta, jos hitsausaika on liian pitkä, työkappale on altis muodonmuutokselle, mikä johtaa suurempiin hitsausjälkiin.
Hitsausvirta
Hitsausvirta ja aika täydentävät toisiaan, mutta niilläkin on rajansa. Oikean tasapainon löytäminen näiden kahden välillä on avain täydellisten hitsien tuottamiseen.
3: Pistehitsauskone
Pistehitsaukseen tarvittavat laitteet ovat apistehitsauskone, jota on saatavana eri malleina. Oikean pistehitsauskoneen valinta riippuu työkappaleen ominaisuuksista ja hitsausvaatimuksista. Jos esimerkiksi haluat hitsata yhteen kaksi 2 mm:n ruostumatonta teräslevyä saavuttaaksesi vaaditun perusmateriaalin lujuuden, sinun on valittava tehokkaampi pistehitsauskone. Tavallinen pistehitsauskone 130 KVA:lla voi suorittaa tämän. Jos kuitenkin haluat hitsata 2 mm paksuja alumiinilevyjä, tarvitset tavallisen pistehitsauskoneen 260 KVA:lla.
4: Aseta työkappale elektrodien väliin ja aloita hitsaus
Kun olet valinnut sopivan pistehitsauskoneen, on aika aloittaa hitsaus. Kun olet kytkenyt virtalähteen ja säätänyt parametrit, aseta valmistettu työkappale näiden väliinelektrodin korkki. Paina jalkapolkimen painiketta, jolloin elektrodit painautuvat alas, kuumentaen ja puristaen työkappaleita, mikä yhdistää kahden työkappaleen kosketuspisteet yhteen.
5: Kuorintatesti hitsauksen jälkeen
Työkappaleen hitsauksen jälkeen on vaikea arvioida hitsin lujuutta pelkällä silmällä. Silloin täytyy käyttää työkaluja hitsin lujuuden testaamiseen. Kuorintatesti on loistava menetelmä. Tarkkaile kuorintatestauksen aikana työkappaletta kuorittaessa saavutettua suurinta vetovoimaa. Joillakin työkappaleilla on erityisiä vaatimuksia tälle arvolle, jotta hitsaus voidaan katsoa hyväksyttäväksi.
Pistehitsauksen edut autoteollisuudelle
Kiinteät ja pitkäkestoiset nivelet
Vastushitsauksella hitsatut osat luovat vahvoja ja kestäviä liitoksia. Tällä tavalla valmistetut tuotteet ovat tukevia ja vakaita, mikä on autoteollisuudessa ratkaisevaa. Jos esimerkiksi mutteria ei ole hitsattu kunnolla, se voi johtaa onnettomuuksiin tiellä. Tarkkuus ja luotettavuus ovat ensiarvoisen tärkeitä autoteollisuudessa, jossa pienintäkään virhettä ei voida hyväksyä. Siksi vastushitsauksella on ratkaiseva rooli näiden standardien noudattamisen varmistamisessa.
Tasaisuus nivelissä
Autokomponenttien hitsauksessa ei ole tärkeää vain, että hitsit ovat vahvoja, vaan myös se, että hitsatut tuotteet näyttävät esteettisiltä. Vastushitsauksella voidaan saavuttaa tämä vaatimus. Erityisesti auton korin hitsauksessa jokaisen hitsauskohdan tulee olla huomaamaton, koska se vaikuttaa myöhempään käsittelyyn ja ajoneuvon ulkonäköön.
Erilaisten materiaalien liittäminen
Vastushitsaus soveltuu myös erilaisten materiaalien hitsaukseen. Autoteollisuudessa on komponentteja, joissa eri metallit on liitettävä yhteen. Tässä vastushitsaus on hyödyllinen, koska sillä voidaan liittää erilaisia materiaaleja, kuten terästä ja alumiinia.
Hitsausnopeus
Vastushitsaus ei vaadi täytelankaa. Se on nopeampi pienten osien hitsaukseen. Autoteollisuudessa, jossa hitsataan pääosin pieniä komponentteja, prosessi on nopea ja helppo automatisoida, mikä säästää työvoimaa ja tehostaa hitsauksen tehokkuutta.
Toistettavuus
Koska vastushitsaus soveltuu toistuvien tuotteiden hitsaukseen, se saattaa vaatia parametrien ja laitteiden säätöjä vaihdettaessa eri spesifikaatioihin. Siksi se sopii paremmin suurten tuotteiden hitsaukseen. Juuri tämän ominaisuuden vuoksi autokomponentit pitävät vastushitsausta erityisen sopivana autoteollisuudelle.
Vastushitsausta käytetään yhä laajemmin nykypäivän teollisuudessa. Sen tekniikkaa päivitetään jatkuvasti sopeutumaan teolliseen kehitykseen ja siirtymään kohti automaatiota. Saat lisätietoja vastushitsauksesta seuraamalla päivityksiämme.
FAQ:
1、Mitä hitsausmenetelmää minun tulisi käyttää ruostumattomasta teräksestä valmistetun öljyrummun hitsaukseen, joka on suljettava tiiviisti?
Ilmatiiviisiin vaatimuksiin voit käyttää saumahitsausta, asaumahitsaajavoi tehdä sen.
2、Millaista hitsauskonetta yleensä käytetään auton korin osiin?
Auton koreja käytetään tyypillisestipaikallahitsauspistooli, jotka ovat joustavia ja helppoja automatisoida.
3、Mitä tehopistehitsauskonetta tarvitaan 2 mm paksun ruostumattoman teräksen hitsaukseen?
130kVA pistehitsauskonetoimii hyvin.
4、Kuinka hitsaan M8-mutterin 2 mm:n hiiliteräslevyyn?
Voit käyttää projektiohitsaustakone.
5、Kuinka säädän pistehitsauksen parametreja?
Säädä parametrit työkappaleesi spesifikaatioiden ja hitsausvaatimusten perusteella.
6、Mitentopistehitsaus ilman hitsaajaa?
Voit käyttää robottia automaattiseen lastaukseen ja hitsaukseen.
7、Mitentohitsata alumiinia?
Alumiinilla on alhainen sulamispiste, joten tarvitset suurempaa tehoa. AMFDCpistehitsauskonetta voidaan käyttää.
Postitusaika: 30.5.2024




