


ADB-260 MFDC spot welding masine
 Stjoer e-mail nei ús
Stjoer e-mail nei ús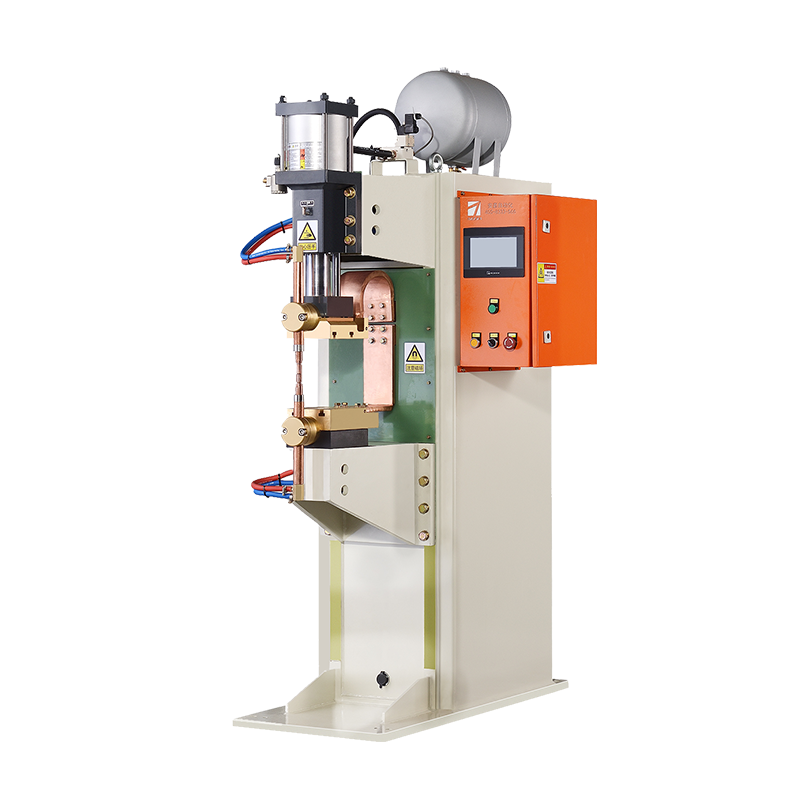
Produkt Yntroduksje
Produkt Yntroduksje
-
01 Kin lasspatter effektyf ûnderdrukke en stabile en heechweardige weldingresultaten krije
De trochgeande waarmte oanfier opwekt troch de platte útfier stream fan de tuskenfrekwinsje welding masine makket de temperatuer fan de nugget stiging kontinu. Tagelyk sil de krekte kontrôle fan 'e hjoeddeistige opkommende helling en tiid gjin spatten feroarsaakje troch waarmtesprongen en ûnkontroleare hjoeddeistige opkommende tiid. Produsearje.
-
02 Koarte opstarttiid, hege termyske effisjinsje, prachtige weldingfoarm
De tuskenfrekwinsje inverter spot welder hat in platte útfier welding hjoeddeistige, dy't soarget foar de hege-effisjinsje en trochgeande oanbod fan welding waarmte. En de power-on tiid is koart, it berikken fan it ms nivo, dat makket de welding waarmte beynfloede sône lyts, en de solder gewrichten wurde foarme moai.
-
03 Hege kontrôlepresyzje
Troch de hege wurkfrekwinsje (meastentiids 1-4KHz) fan 'e tuskenfrekwinsje spot welding masine, de feedback kontrôle krektens is 20-80 kear dat fan' e algemiene AC spot welding masine en de sekundêre rektifikaasje spot welding masine, en de oerienkommende útfier kontrôle krektens is ek hiel heech.
-
04 Enerzjybesparring
enerzjybesparring. Troch hege termyske effisjinsje, lytse weldingtransformator en lyts izerferlies kin de inverter-lasmasine mear as 30% enerzjy besparje as AC-spotlasmasjine en sekundêre rektifikaasjespotlasmasjine by it lassen fan itselde wurkstik.
-
05 Inverter-spotlasmasjine is geskikt foar lykwicht fan netspanningsfoarsjenning, sûnder apparatuer foar machtkompensaasje
It wurdt brûkt foar spotlassen en nutprojeksjelassen fan heechsterkte stiel en hjitfoarme stiel yn autofabrikant, spotlassen en mearpuntsprojeksjelassen fan gewoane koalstofstaalplaat, roestfrij stielplaat, galvanisearre plaat, aluminiumplaat, ferset soldering en spot welding fan koper tried yn hege en lege spanning elektryske yndustry, sulveren spot welding, koper plaat soldering, gearstalde sulveren spot welding, ensfh













Welder Details
Welder Details

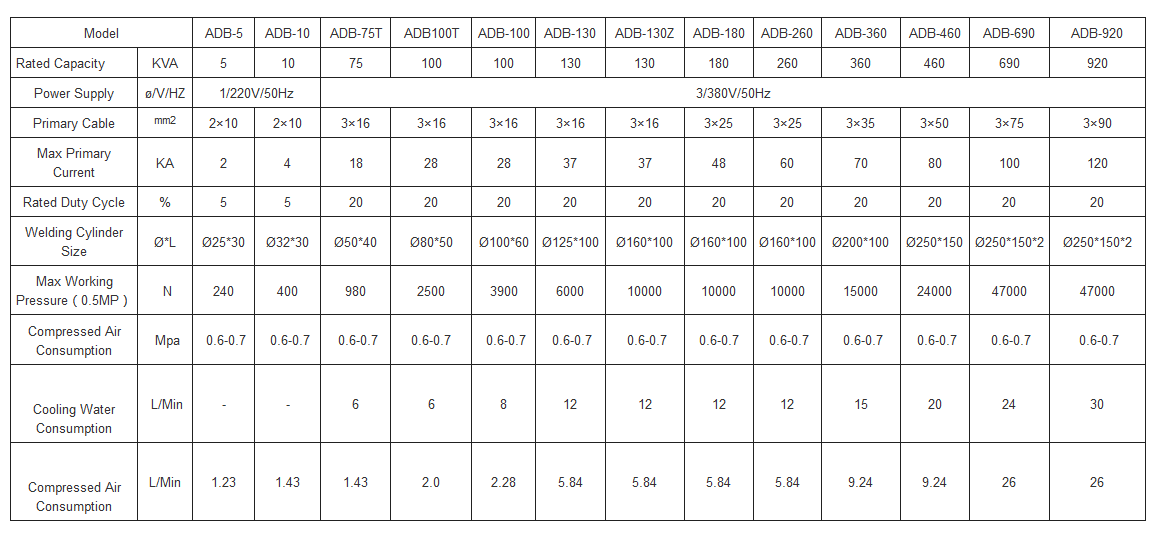
Welding Parameters
Welding Parameters
Oanpaste proses
Oanpaste proses










Súksesfolle gefallen
Súksesfolle gefallen




Nei-ferkeap Systeem
Nei-ferkeap Systeem
-
20+ Jierren
tsjinst team
Akkuraat en profesjoneel -
24hx7
tsjinst online
Gjin soargen nei ferkeap nei ferkeap -
Frij
Leverje
technyske training frij.



Partner
Partner




















Welder FAQ
Welder FAQ
- F: Hoe kinne jo de feiligens fan spot welding masine garandearje?
A: Feilige operaasjeprosedueres moatte wurde folge by it operearjen fan in puntlasser, ynklusyf it dragen fan feiligensapparatuer, garandearje dat de apparatuer goed funksjonearret, en it foarkommen fan oanreitsjen fan bleatstelde triedden.
- F: Binne spotlassers regelmjittich ûnderhâld nedich?
A: Ja, regelmjittich ûnderhâld sil jo spotlasser op syn bêst hâlde en it libben fan jo apparatuer ferlingje.
- F: Wat befettet it ûnderhâld fan 'e spot welding masine?
A: Underhâld fan in spot welder omfettet it skjinmeitsjen fan de apparatuer, it ferfangen fan droegen dielen, it kontrolearjen fan elektryske en stroomkabels, en periodyk kontrolearjen fan de wurkstatus fan 'e apparatuer.
- Q: Hokker elektrodes haw ik nedich foar in spot welder?
A: De seleksje fan elektroden moat bepaald wurde neffens it type en materiaal fan it weldingprojekt.
- F: Hoe om te gean mei de wear fan 'e elektrodes by it brûken fan de spot welding masine?
A: As de elektrodes droegen is, moat it op 'e tiid ferfongen wurde om de bêste wurking fan' e apparatuer te garandearjen.
- F: Hoe kinne jo de juste druk fan spot welding masine kieze?
A: De juste druk moat bepaald wurde neffens it type en materiaal fan it weldingprojekt om de bêste weldingresultaten te garandearjen.




