


ADB-260 MFDC स्पॉट वेल्डिंग मशीन
 हमें ईमेल भेजें
हमें ईमेल भेजें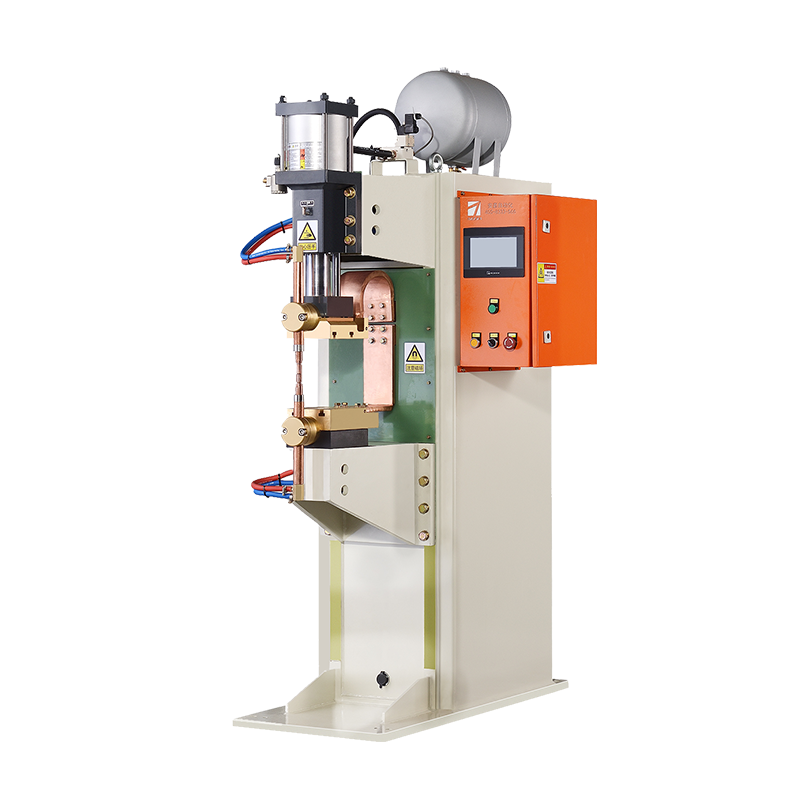
उत्पाद परिचय
उत्पाद परिचय
-
01 वेल्डिंग स्पैटर को प्रभावी ढंग से दबा सकता है और स्थिर और उच्च गुणवत्ता वाले वेल्डिंग परिणाम प्राप्त कर सकता है
मध्यवर्ती आवृत्ति वेल्डिंग मशीन के फ्लैट आउटपुट करंट द्वारा उत्पन्न निरंतर ताप आपूर्ति से नगेट का तापमान लगातार बढ़ता रहता है। साथ ही, वर्तमान बढ़ती ढलान और समय का सटीक नियंत्रण गर्मी कूदने और अनियंत्रित वर्तमान बढ़ने के समय के कारण छींटे का कारण नहीं बनेगा। उत्पादन करना।
-
02 कम पावर-ऑन समय, उच्च तापीय क्षमता, सुंदर वेल्डिंग आकार
मध्यवर्ती आवृत्ति इन्वर्टर स्पॉट वेल्डर में एक फ्लैट आउटपुट वेल्डिंग करंट होता है, जो वेल्डिंग गर्मी की उच्च दक्षता और निरंतर आपूर्ति सुनिश्चित करता है। और पावर-ऑन का समय कम है, एमएस स्तर तक पहुंचता है, जिससे वेल्डिंग गर्मी प्रभावित क्षेत्र छोटा हो जाता है, और सोल्डर जोड़ खूबसूरती से बनते हैं।
-
03 उच्च नियंत्रण परिशुद्धता
मध्यवर्ती आवृत्ति स्पॉट वेल्डिंग मशीन की उच्च कार्य आवृत्ति (आमतौर पर 1-4KHz) के कारण, फीडबैक नियंत्रण सटीकता सामान्य एसी स्पॉट वेल्डिंग मशीन और माध्यमिक सुधार स्पॉट वेल्डिंग मशीन की तुलना में 20-80 गुना है, और संबंधित आउटपुट नियंत्रण है सटीकता भी बहुत अधिक है.
-
04 ऊर्जा की बचत
ऊर्जा की बचत। उच्च तापीय क्षमता, छोटे वेल्डिंग ट्रांसफार्मर और छोटे लोहे के नुकसान के कारण, इन्वर्टर वेल्डिंग मशीन एक ही वर्कपीस को वेल्डिंग करते समय एसी स्पॉट वेल्डिंग मशीन और सेकेंडरी रेक्टिफिकेशन स्पॉट वेल्डिंग मशीन की तुलना में 30% से अधिक ऊर्जा बचा सकती है।
-
05 इन्वर्टर स्पॉट वेल्डिंग मशीन बिजली क्षतिपूर्ति उपकरण के बिना, ग्रिड बिजली आपूर्ति संतुलन के लिए उपयुक्त है
इसका उपयोग ऑटोमोबाइल विनिर्माण उद्योग में उच्च शक्ति वाले स्टील और गर्म निर्मित स्टील की स्पॉट वेल्डिंग और नट प्रोजेक्शन वेल्डिंग, सामान्य कम कार्बन स्टील प्लेट, स्टेनलेस स्टील प्लेट, गैल्वेनाइज्ड प्लेट, एल्यूमीनियम प्लेट की स्पॉट वेल्डिंग और मल्टी-पॉइंट प्रोजेक्शन वेल्डिंग के लिए किया जाता है। उच्च और निम्न वोल्टेज विद्युत उद्योग में तांबे के तार की प्रतिरोध टांकना और स्पॉट वेल्डिंग, सिल्वर स्पॉट वेल्डिंग, कॉपर प्लेट ब्रेजिंग, मिश्रित सिल्वर स्पॉट वेल्डिंग, आदि।













वेल्डर विवरण
वेल्डर विवरण

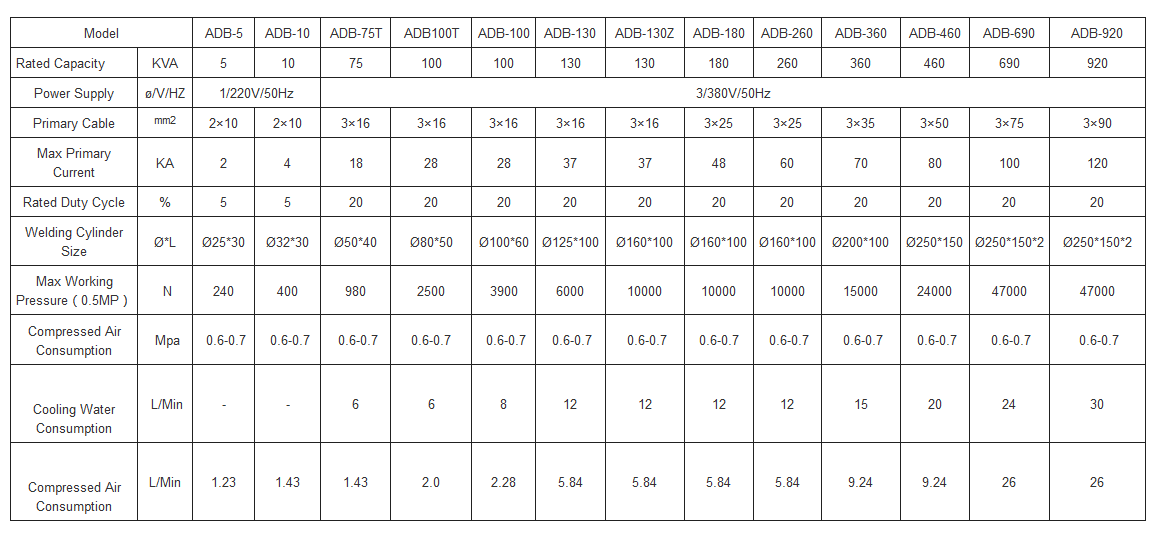
वेल्डिंग पैरामीटर्स
वेल्डिंग पैरामीटर्स
कस्टम प्रक्रिया
कस्टम प्रक्रिया










सफल मामले
सफल मामले




बिक्री के बाद प्रणाली
बिक्री के बाद प्रणाली
-
20+वर्ष
सेवा दल
सटीक और पेशेवर -
24hx7
सेवा ऑनलाइन
बिक्री के बाद बिक्री के बाद कोई चिंता नहीं -
मुक्त
आपूर्ति
तकनीकी प्रशिक्षण स्वतंत्र रूप से।



साथी
साथी




















वेल्डर अक्सर पूछे जाने वाले प्रश्न
वेल्डर अक्सर पूछे जाने वाले प्रश्न
- प्रश्न: स्पॉट वेल्डिंग मशीन की सुरक्षा कैसे सुनिश्चित करें?
उत्तर: स्पॉट वेल्डर का संचालन करते समय सुरक्षित संचालन प्रक्रियाओं का पालन किया जाना चाहिए, जिसमें सुरक्षा गियर पहनना, यह सुनिश्चित करना कि उपकरण ठीक से काम कर रहा है, और खुले तारों को छूने से बचना शामिल है।
- प्रश्न: क्या स्पॉट वेल्डर को नियमित रखरखाव की आवश्यकता है?
उत्तर: हां, नियमित रखरखाव से आपका स्पॉट वेल्डर सर्वोत्तम रूप से चालू रहेगा और आपके उपकरण का जीवन लंबा हो जाएगा।
- प्रश्न: स्पॉट वेल्डिंग मशीन के रखरखाव में क्या शामिल है?
ए: स्पॉट वेल्डर के रखरखाव में उपकरण की सफाई, खराब हुए हिस्सों को बदलना, बिजली और बिजली के तारों की जांच करना और समय-समय पर उपकरण की परिचालन स्थिति की जांच करना शामिल है।
- प्रश्न: स्पॉट वेल्डर के लिए मुझे किस इलेक्ट्रोड की आवश्यकता होगी?
ए: इलेक्ट्रोड का चयन वेल्डिंग प्रोजेक्ट के प्रकार और सामग्री के अनुसार निर्धारित किया जाना चाहिए।
- प्रश्न: स्पॉट वेल्डिंग मशीन के उपयोग के दौरान इलेक्ट्रोड के घिसाव से कैसे निपटें?
उत्तर: जब इलेक्ट्रोड खराब हो जाए, तो उपकरण का सर्वोत्तम संचालन सुनिश्चित करने के लिए इसे समय पर बदला जाना चाहिए।
- प्रश्न: स्पॉट वेल्डिंग मशीन का उचित दबाव कैसे चुनें?
ए: सर्वोत्तम वेल्डिंग परिणाम सुनिश्चित करने के लिए वेल्डिंग परियोजना के प्रकार और सामग्री के अनुसार उचित दबाव निर्धारित किया जाना चाहिए।




