


Zavarivanje šava kompliciran je postupak zavarivanja. Ovaj članak istražuje zamršenost zavarivanja šava, od njegovih principa rada do primjene, prednosti i izazova. Bilo da ste novi u zavarivanju ili želite produbiti svoje razumijevanje ove bitne industrijske tehnike, ovaj će vam vodič pružiti dragocjene uvide u to kako funkcionira zavarivanje šava i gdje se najčešće koristi.
Uvod u zavarivanje šava
Zavarivanje šavova je specijalizirana vrstapostupak otpornog zavarivanjagdje su dva ili više komada metala spojeni duž kontinuiranog šava ili niza preklapajućih točkastih zavara. Široko se koristi u industrijama koje zahtijevaju hermetičke ili vodonepropusne spojeve, kao što su automobilska industrija, zrakoplovni i proizvodni sektori. Za razliku od tradicionalnog točkastog zavarivanja, koje stvara pojedinačne zavarene točke, zavarivanje šavom proizvodi kontinuirani, jaki zavar korištenjem rotirajućih elektroda koje se pomiču duž spoja, spajajući materijale.
Kako funkcionira zavarivanje šava
Zavarivanje šava radi na istom osnovnom principu kao otporno zavarivanje:električni otpor se koristi za stvaranje topline, koja topi materijale koji se zavaruju. Međutim, šavno zavarivanje razlikuje se po tome kako se zavar nanosi kontinuirano duž duljine obratka. U nastavku je pregled ključnih komponenti i načina na koji proces funkcionira.
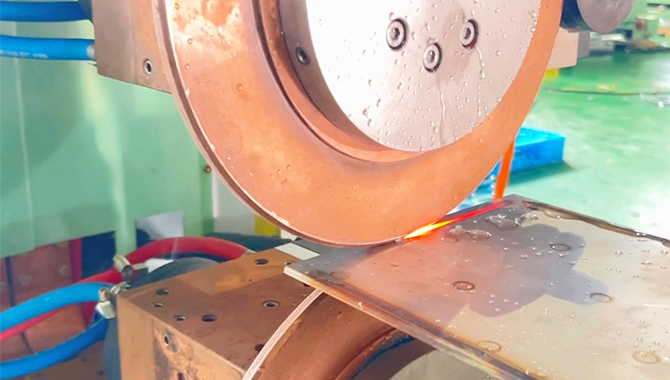
Rotirajuće elektrode:Srce procesa zavarivanja šava je korištenje dviju cilindričnih, rotirajućih elektroda, obično izrađenih od bakra ili drugih vodljivih materijala. Ove elektrode pritišću metalne dijelove, osiguravajući i električnu struju i mehaničku silu potrebnu za stvaranje zavara. Kako se elektrode okreću, pomiču se po duljini zgloba, kontinuirano primjenjujući pritisak i struju.
Trenutna aplikacija:Električna struja prolazi kroz elektrode, stvarajući otpor na mjestu gdje se dva metalna komada dodiruju. Otpor stvara toplinu, uzrokujući taljenje i stapanje metala. U šavnom zavarivanju, ova struja se primjenjuje na pulsni ili kontinuirani način, ovisno o specifičnoj vrsti zavarivanja (o čemu se dalje govori u nastavku).
Tlak i hlađenje:Kako struja teče, rotirajuće elektrode primjenjuju konstantan pritisak na obradak, osiguravajući da se rastaljeni materijal skrutne u snažan, kontinuirani zavar. Elektrode također služe kao mehanizam za hlađenje, pomažući regulirati temperaturu i spriječiti pregrijavanje, koje bi moglo oštetiti zavar ili okolne materijale.
Kontinuirano kretanje:Rotirajuće djelovanje elektroda ono je što izdvaja šavno zavarivanje od ostalih tehnika otpornog zavarivanja. Elektrode se pomiču duž linije spoja kontroliranom brzinom, osiguravajući ravnomjernu primjenu topline po cijeloj duljini šava. Dobiveni zavar je jak, postojan i često nepropusn za zrak ili tekućinu.
Vrste šavnog zavarivanja
Zavarivanje šava može se kategorizirati u dvije glavne vrste na temelju načina primjene struje:
Kontinuirano zavarivanje šava
Kod ove metode primjenjuje se konstantna električna struja dok se elektrode pomiču duž spoja. To rezultira kontinuiranim zavarom koji nalikuje zrnu. Kontinuirano šavno zavarivanje često se koristi kada je potrebna hermetička ili vodonepropusna brtva, kao što su spremnici ili cijevi za gorivo.
Zavarivanje s prekidima
Također poznata kao točkasto zavarivanje, ova metoda primjenjuje električnu struju u impulsima dok se elektrode pomiču. Rezultat je niz preklapajućih točkastih zavara koji tvore šav. Ova vrsta šavnog zavarivanja često se koristi kada je strukturni integritet važniji od zrakonepropusnosti, kao u određenim automobilskim primjenama.
Materijali prikladni za šavno zavarivanje
Stroj za zavarivanje šavovaposebno je učinkovit na metalima koji dobro provode struju i imaju nižu točku taljenja. Uobičajeni materijali uključuju:
Čelik:I niskougljični i nehrđajući čelici često se zavaruju u automobilskoj i industrijskoj primjeni.
Aluminij:Iako je izazovniji zbog svoje veće vodljivosti, aluminij se obično zavaruje šavom u zrakoplovstvu i proizvodnji.
Bakrene legure:Bakar'Njegova izvrsna vodljivost čini ga idealnim za upotrebu u komponentama koje zahtijevaju visoku toplinsku i električnu učinkovitost, poput radijatora i električnih kućišta.
Primjena šavnog zavarivanja
Zavarivanje šavova naširoko se koristi u industrijama koje zahtijevaju spojeve visoke čvrstoće, zrakonepropusne ili nepropusne za tekućinu. U nastavku su neke od najčešćih aplikacija:
Automobilska industrija:Zavarivanje šavova često se koristi u proizvodnji automobilskih komponenti kao što su spremnici goriva, ispušni lonci i naplatci kotača. Kontinuirano zavarivanje osigurava da su ti dijelovi hermetički zatvoreni i izdržljivi, sposobni izdržati teške uvjete i visoke pritiske.
Aerospace:Zrakoplovna industrija često zahtijeva lagane, ali čvrste komponente, a šavno zavarivanje koristi se za spajanje tankih limova aluminija i čelika. U ovom području, potreba za pouzdanim, zrakonepropusnim i vodonepropusnim spojevima ključna je za sustave goriva i strukturne komponente.
Proizvodnja cisterni i kontejnera:Zavarivanje šavovima se intenzivno koristi za proizvodnju spremnika za gorivo, spremnika za vodu i spremnika za kemikalije koji moraju biti potpuno zatvoreni kako bi se spriječilo curenje. Kontinuirana linija zavara osigurava cjelovitost spremnika, što ga čini prikladnim za držanje tekućina ili plinova pod pritiskom.
Metalne cijevi i cijevi:Zavarivanje šavova koristi se za izradu metalnih cijevi za razne industrije, uključujući naftu i plin, vodovod i građevinarstvo. Metoda osigurava kontinuirani, nepropusni šav koji može izdržati unutarnji pritisak.
Pakiranje hrane i pića:U industriji pakiranja, zavarivanje šavova koristi se za proizvodnju metalnih limenki, spremnika i poklopaca. Preciznost i brzina zavarivanja šavova čine ga idealnim izborom za proizvodnju velikih razmjera, osiguravajući da su proizvodi sigurno zatvoreni i da ostanu sterilni.
Električne komponente:Zavarivanje šavova također se koristi za izradu komponenti kao što su radijatori, grijaći elementi i električna kućišta. Kontinuirani šav osigurava električni kontinuitet i strukturni integritet.
Prednosti šavnog zavarivanja
Zavarivanje šavova nudi nekoliko prednosti u odnosu na druge tehnike zavarivanja, što ga čini popularnim izborom u industrijama koje zahtijevaju izdržljive, visokokvalitetne spojeve. Evo nekih od ključnih prednosti:
Brzina i učinkovitost: Zavarivanje šavova vrlo je učinkovito, osobito u postavkama kontinuirane proizvodnje. Automatizirani proces omogućuje brzo zavarivanje duž cijele duljine šava, smanjujući vrijeme proizvodnje.
Jaki, dosljedni zavari: Kontinuirana priroda zavarivanja šavova osigurava da je zavar ujednačen preko spoja, što rezultira jačom i pouzdanijom vezom. Ova konzistencija smanjuje rizik od nedostataka kao što su pukotine ili slaba mjesta.
Zračne i vodonepropusne brtve: zavarivanje šavova idealno je za primjene gdje spojevi moraju biti potpuno zabrtvljeni, kao što su spremnici, cijevi i spremnici. Kontinuirano zavarivanje osigurava da nema praznina kroz koje mogu proći zrak ili tekućine.
Minimalno izobličenje: Budući da je toplina zavarivanja lokalizirana i elektrode pružaju kontinuirano hlađenje, zavarivanje šavova proizvodi minimalno izobličenje okolnog materijala. Ovo je osobito važno pri radu s tankim metalima koji su skloni savijanju.
Pogodan za automatizaciju: postupci zavarivanja šavova vrlo su kompatibilni s automatizacijom, što ih čini idealnim za okruženja velike proizvodnje. Automatizirani strojevi za zavarivanje šavova mogu proizvesti dosljedne rezultate uz minimalnu ljudsku intervenciju, smanjujući troškove rada i povećavajući učinak.
Izazovi i ograničenja šavnog zavarivanja
Iako šavno zavarivanje ima brojne prednosti, ono također predstavlja neke izazove i ograničenja:
Visoka cijena opreme:Specijalizirana oprema potrebna za zavarivanje šava, posebno za kontinuirano zavarivanje šava, može biti skupa. To ga čini manje dostupnim za manje radionice ili tvrtke s ograničenim proračunom.
Materijalna ograničenja:Zavarivanje šavova najbolje funkcionira na vodljivim metalima poput čelika i aluminija. Materijali koji imaju lošu vodljivost ili su osjetljivi na toplinu, poput određene plastike ili keramike, ne mogu se zavarivati ovom metodom.
Ograničenja debljine:Zavarivanje šavova najučinkovitije je na tanjim materijalima, obično ispod 3 mm debljine. Za deblje materijale, druge tehnike zavarivanja, kao što su MIG ili TIG zavarivanje, mogu biti prikladnije.
Trošenje elektrode:Stalna rotacija i pritisak elektroda mogu dovesti do trošenja tijekom vremena, osobito kod zavarivanja materijala poput čelika koji mogu uzrokovati degradaciju elektrode. Redovito održavanje i zamjena elektroda potrebni su kako bi se osigurala dosljedna izvedba.
Zaključak
Zavarivanje šavova bitan je proces u modernoj proizvodnji, koji nudi pouzdan, učinkovit način stvaranja čvrstih, kontinuiranih zavara. Njegove su primjene široke i obuhvaćaju industrije poput automobilske, zrakoplovne i ambalažne industrije, gdje je potreba za zrako- ili vodonepropusnim spojevima kritična. Sa svojom sposobnošću da brzo proizvede dosljedne, izdržljive varove, zavarivanje šavova je poželjna tehnika za okruženja velike količine proizvodnje.
Međutim, važno je uzeti u obzir ograničenja šavnog zavarivanja, osobito u pogledu cijene opreme i kompatibilnosti materijala. Za tvrtke koje žele ulagati u zavarivanje šavova, prednosti povećane produktivnosti, snažnog integriteta zavara i kompatibilnosti s automatizacijom čine ga vrijednim dodatkom svakom proizvodnom procesu.
Vrijeme objave: 9. listopada 2024




