


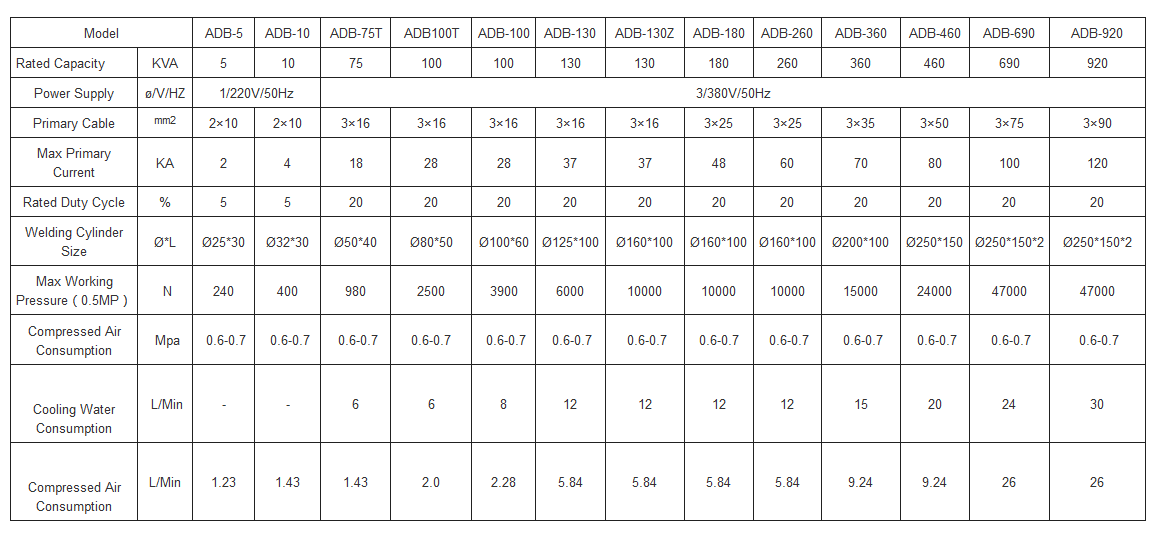
ADB-260 MFDC ponthegesztőgép
 Küldjön e-mailt nekünk
Küldjön e-mailt nekünk
Termék bemutatása
Termék bemutatása
-
01 Hatékonyan elnyomja a hegesztési fröcskölést, és stabil és kiváló minőségű hegesztési eredményeket érhet el
A közbenső frekvenciájú hegesztőgép lapos kimeneti árama által generált folyamatos hőellátás a rög hőmérsékletét folyamatosan emeli. Ugyanakkor az aktuális emelkedő meredekség és idő pontos szabályozása nem okoz fröcskölést a hőugrások és a szabályozhatatlan áramemelkedési idő miatt. előállítani.
-
02 Rövid bekapcsolási idő, magas hőhatékonyság, gyönyörű hegesztési forma
A köztes frekvenciaváltós ponthegesztő lapos kimenetű hegesztőárammal rendelkezik, amely biztosítja a nagy hatásfokú és folyamatos hegesztési hőellátást. A bekapcsolási idő pedig rövid, eléri az ms szintet, ami miatt kicsi a hegesztési hőhatás zóna, és szépen alakulnak ki a forrasztási kötések.
-
03 Nagy vezérlési pontosság
A középfrekvenciás ponthegesztőgép magas működési frekvenciája (általában 1-4 KHz) miatt a visszacsatolásvezérlés pontossága 20-80-szorosa az általános AC ponthegesztőgépeké és a másodlagos egyenirányító ponthegesztőgépeké, valamint a megfelelő kimeneti vezérlésé. a pontosság is nagyon magas.
-
04 Energiatakarékosság
energiatakarékosság. A magas hőhatékonyság, a kis hegesztőtranszformátor és a kis vasveszteség miatt az inverteres hegesztőgép több mint 30% energiát takaríthat meg, mint az AC ponthegesztőgép és a másodlagos egyenirányító ponthegesztőgép ugyanazon munkadarab hegesztésekor.
-
05 Az inverteres ponthegesztőgép alkalmas hálózati tápegyensúlyra, teljesítménykompenzáló berendezés nélkül
Nagy szilárdságú acélok és melegen alakított acélok ponthegesztésére és anya-kivetítő hegesztésére használják az autóiparban, ponthegesztésére és többpontos vetítőhegesztésére hagyományos alacsony szén-dioxid-tartalmú acéllemezek, rozsdamentes acéllemezek, horganyzott lemezek, alumíniumlemezek, rézhuzal ellenállás- és ponthegesztése a nagy- és kisfeszültségű elektromos iparban, ezüst ponthegesztés, rézlemezes forrasztás, kompozit ezüst ponthegesztés, stb.













Hegesztő Részletek
Hegesztő Részletek

Hegesztési paraméterek
Hegesztési paraméterek
Egyedi folyamat
Egyedi folyamat










Sikeres esetek
Sikeres esetek




Értékesítés utáni rendszer
Értékesítés utáni rendszer
-
20+ Évek
szervizcsapat
Pontos és profi -
24hx7
online szolgáltatás
Nem kell aggódni az értékesítés utáni értékesítés után -
Ingyenes
Kínálat
műszaki képzés ingyenes.



Partner
Partner




















Hegesztő GYIK
Hegesztő GYIK
- K: Hogyan biztosítható a ponthegesztőgép biztonsága?
V: A ponthegesztő használata során a biztonságos üzemeltetési eljárásokat kell követni, beleértve a biztonsági felszerelés viselését, a berendezés megfelelő működésének biztosítását és a szabaddá vált vezetékek érintésének elkerülését.
- K: Szükségük van a ponthegesztőknek rendszeres karbantartásra?
V: Igen, a rendszeres karbantartás biztosítja, hogy ponthegesztője a lehető legjobban működjön, és meghosszabbítja a berendezés élettartamát.
- K: Mit tartalmaz a ponthegesztőgép karbantartása?
V: A ponthegesztő karbantartása magában foglalja a berendezés tisztítását, a kopott alkatrészek cseréjét, az elektromos és tápkábelek ellenőrzését, valamint a berendezés működési állapotának időszakos ellenőrzését.
- K: Melyik elektródára van szükségem egy ponthegesztőhöz?
V: Az elektródák kiválasztását a hegesztési projekt típusának és anyagának megfelelően kell meghatározni.
- K: Hogyan lehet kezelni az elektróda kopását a ponthegesztőgép használata során?
V: Ha az elektróda elhasználódott, időben ki kell cserélni a berendezés legjobb működésének biztosítása érdekében.
- K: Hogyan válasszuk ki a ponthegesztőgép megfelelő nyomását?
V: A megfelelő nyomást a hegesztési projekt típusának és anyagának megfelelően kell meghatározni a legjobb hegesztési eredmény biztosítása érdekében.




