


Եռակցման արդյունաբերության մեջ կան շատեռակցման տեսակները. Աղեղային եռակցումը և կետային եռակցումը ամենատարածված մեթոդներից են: Նրանք հաճախ օգտագործվում են տարբեր ոլորտներում և կարևոր դեր են խաղում տարբեր ոլորտներում: Որպես սկսնակ, գուցե դժվար լինի հասկանալ տարբերությունները: Եթե ցանկանում եք իմանալ աղեղային եռակցման և կետային եռակցման տարբերությունների մասին, ապա հաջորդ հոդվածում դրանք մանրամասն կբացատրվեն:
Ինչ է աղեղային եռակցումը:
Աղեղային զոդումգործընթաց է, որն օգտագործում է էլեկտրական աղեղից առաջացած ջերմությունը մետաղները հալեցնելու և իրար միացնելու համար: Աղեղային եռակցման համար հոսանքի աղբյուրը կարող է ապահովել կամ ուղղակի հոսանք (DC) կամ փոփոխական հոսանք (AC): Կախված եռակցման պահանջներից, աղեղային եռակցումը կարող է օգտագործել կամ սպառվող կամ ոչ սպառվող էլեկտրոդներ: 19-րդ դարի վերջին մշակված աղեղային եռակցումը նշանակալի դեր է խաղացել նավաշինության մեջ և լայնորեն կիրառվում է նաև ավտոմոբիլային և ծանր արդյունաբերության մեջ։

Ի՞նչ է կետային եռակցումը:
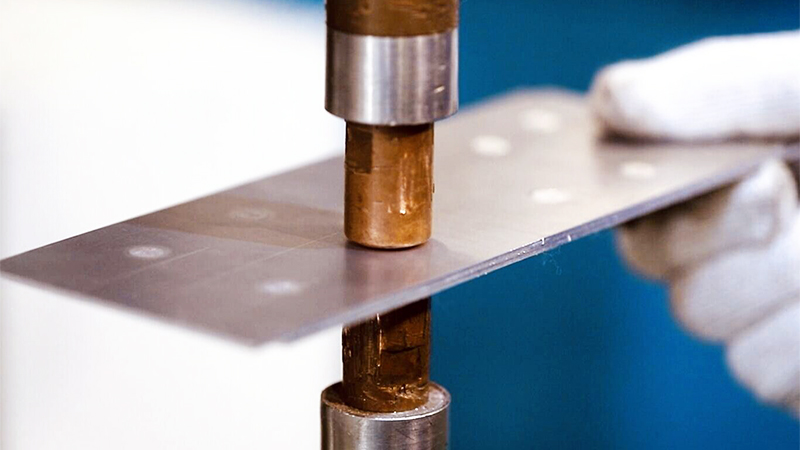
Կետային եռակցումը մի ձև էդիմադրողական զոդումորն օգտագործում է էլեկտրական հոսանք՝ ջերմություն առաջացնելու և ճնշում գործադրելու համար՝ պատճառելով, որ աշխատանքային մասերի միջև շփման կետերը ձևավորեն եռակցման հատված կամ պլաստիկ վիճակ և միանան իրար: Դա ավանդական եռակցման մեթոդ է, որը հիմնականում օգտագործում է պղնձի էլեկտրոդներ էլեկտրական հոսանք անցկացնելու համար: Էլեկտրական հոսանքն անցնում է աշխատանքային մասերի միջով՝ հալեցնելով դրանք շփման կետերում, և երբ հոսանքը դադարում է, ճնշումը շարունակում է կապի կետերը միասին պահել՝ առաջացնելով միացում։
Տարբերությունը աղեղային եռակցման և կետային եռակցման միջև
Եռակցման սկզբունքը
Աղեղային եռակցումը և կետային եռակցումը գործում են տարբեր սկզբունքներով: Աղեղային եռակցման ժամանակ օգտագործվում է էլեկտրոդ և աշխատանքային մաս՝ էլեկտրական աղեղ ստեղծելու համար՝ առաջացնելով ջերմություն: Բարձր ջերմաստիճանը հալեցնում է էլեկտրոդը հեղուկի մեջ, որը լցնում է մետաղական միացումը և սառչում է զոդում, որը միացնում է երկու մետաղական մասերը: Սա հեղուկ վիճակում եռակցման ձև է:
Մյուս կողմից, կետային եռակցումը ներառում է երկու աշխատանքային մասերի կուտակում և երկու էլեկտրոդներով ճնշում գործադրելու մեջ: Էլեկտրական հոսանքը տաքացնում է էլեկտրոդների և աշխատանքային մասերի միջև շփման կետերը, ինչը հանգեցնում է դրանց հալման: Սառչելուց հետո մասերը միացվում են իրար՝ դարձնելով այն ամուր վիճակում:
Լցնող նյութի պահանջը
Եռակցման գործընթացում աղեղային եռակցումը կարող է օգտագործել լցավորող մետաղ, թե ոչ: Երկու աշխատանքային մասերը միասին եռակցելու ժամանակ լցնող նյութը կարող է անհրաժեշտ չլինել: Կետային եռակցման համար լցավորող նյութ չի պահանջվում. այն ուղղակիորեն տաքացնում է աշխատանքային մասերը մինչև պլաստիկ վիճակ՝ դրանք միացնելու համար:
Կիրառման շրջանակը
Կետային եռակցումը և աղեղային եռակցումը տարբեր կիրառություններ ունեն: Աղեղային եռակցումը հարմար է բարդ ձևերի և մեծ մետաղական մշակման մասերի եռակցման համար՝ այն իդեալական դարձնելով խոշոր մասերի և ծանր արդյունաբերության կիրառությունների վերանորոգման և պահպանման համար: Կետային եռակցումը սովորաբար օգտագործվում է մոտ 3 միլիմետր հաստությամբ փոքր մասերի համար և ավելի լավ է մեծածավալ եռակցման համար: Այն սովորաբար օգտագործվում է ավտոմոբիլային և կենցաղային տեխնիկայի արդյունաբերության մեջ:
Եռակցման ժամանակ
Մետաղների աղեղային եռակցումը ավելի երկար ժամանակ է պահանջում և մեկանգամյա գործընթաց չէ: Կետային եռակցումը շատ ավելի արագ է և կարող է արտադրանքն ավարտել մեկ րոպեում կամ նույնիսկ մի քանի վայրկյանում:
Եռակցման արժեքը
Աղեղային եռակցումն ունի համեմատաբար ցածր եռակցման արժեք, սակայն իր տեխնիկական դժվարության պատճառով հմուտ աղեղ եռակցողների աշխատուժը բարձր է: Spot եռակցումը ունի ավելի բարձր ընդհանուր արժեքը, մեկովկետային եռակցման մեքենաարժեն այնքան, որքան մի քանի աղեղային եռակցման մեքենաներ: Այնուամենայնիվ, օպերատորների համար աշխատուժի արժեքը ցածր է, ինչը կարող է երկարաժամկետ հեռանկարում խնայել ծախսերը:
Արտաքին ճնշման պահանջը
Արտաքին ճնշման պահանջների համար աղեղային եռակցումը սովորաբար արտաքին ճնշման կարիք չունի: Էլեկտրաէներգիայի աղբյուրի կողմից առաջացած աղեղը հալեցնում է աշխատանքային մասը և լցնող նյութը: Այնուամենայնիվ, կետային եռակցումը պահանջում է օդի ճնշում երկու աշխատանքային մասերը միմյանց սեղմելու համար, իսկ հետո հոսանքի միջոցով ջերմություն է առաջանում:
Գործառնական անվտանգություն
Աղեղով եռակցումը տեխնիկապես դժվար է և պահանջում է հմուտ եռակցողներ: Եթե ցանկանում եք օգտագործել աղեղային զոդում, ապա պետք է մասնագիտական վերապատրաստում անցնեք: Կետային եռակցումը ավելի պարզ և անվտանգ է, որը պահանջում է համեմատաբար ավելի քիչ հմտություն: Սկսելու համար օպերատորներին անհրաժեշտ է միայն հիմնական ուսուցում:
Եզրակացություն:
Վերոնշյալները աղեղային եռակցման և կետային եռակցման հիմնական տարբերություններն են: Եռակցման մեթոդ ընտրելիս պետք է հաշվի առնել այս կետերը. Տեղային եռակցման կամ աղեղային եռակցման ընտրությունը հիմնականում կախված է այն արտադրանքից, որը դուք պետք է եռակցեք, դրա նյութից և բնութագրերից: Օրինակ, եթե ցանկանում եք եռակցել մեծ չժանգոտվող պողպատից խողովակ, ապա ավելի լավ է ընտրել աղեղային զոդում, քանի որ կետային եռակցումը հարմար է միայն փոքր մասերի համար: Այսպիսով, նախքան եռակցման մեթոդ ընտրելը, համոզվեք, որ վերլուծեք յուրաքանչյուր իրավիճակը մի քանի տեսանկյունից:
Հրապարակման ժամանակը՝ հունիս-13-2024




