


Mesin las titik ADB-260 MFDC
 Kirim email ke kami
Kirim email ke kami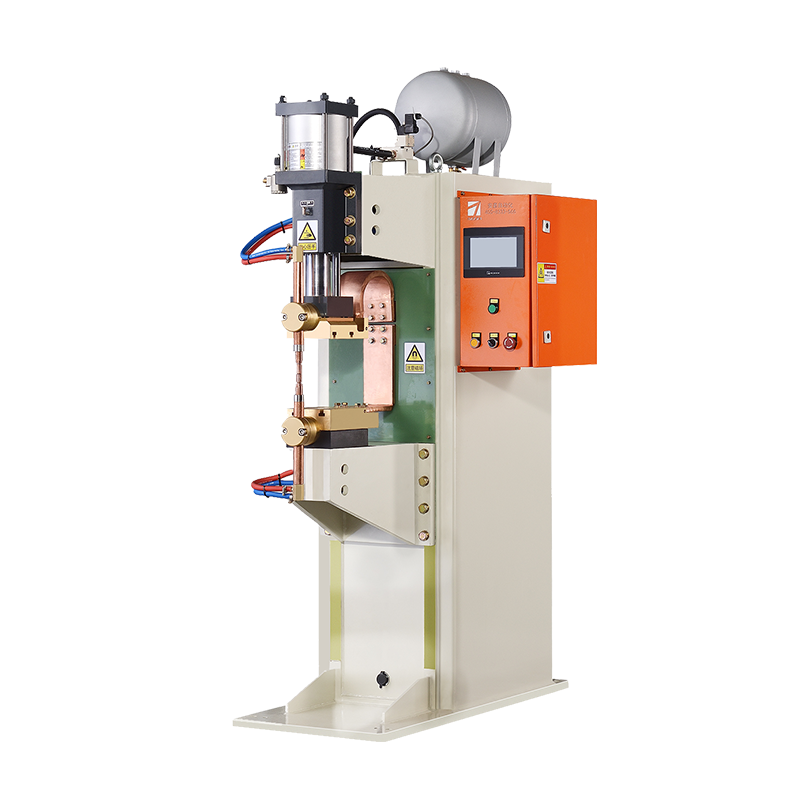
Pengenalan Produk
Pengenalan Produk
-
01 Dapat secara efektif menekan percikan pengelasan dan memperoleh hasil pengelasan yang stabil dan berkualitas tinggi
Pasokan panas terus menerus yang dihasilkan oleh arus keluaran datar dari mesin las frekuensi menengah membuat suhu nugget terus meningkat. Pada saat yang sama, kontrol yang tepat terhadap kemiringan dan waktu kenaikan arus tidak akan menyebabkan percikan karena lompatan panas dan kenaikan waktu arus yang tidak terkendali. Menghasilkan.
-
02 Waktu penyalaan yang singkat, efisiensi termal yang tinggi, bentuk pengelasan yang indah
Tukang las spot inverter frekuensi menengah memiliki arus pengelasan keluaran datar, yang menjamin efisiensi tinggi dan pasokan panas pengelasan yang berkelanjutan. Dan waktu penyalaannya singkat, mencapai level ms, yang membuat zona yang terkena panas pengelasan menjadi kecil, dan sambungan solder terbentuk dengan indah.
-
03 Presisi kontrol tinggi
Karena frekuensi kerja yang tinggi (biasanya 1-4KHz) dari mesin las titik frekuensi menengah, akurasi kontrol umpan balik adalah 20-80 kali lipat dari mesin las titik AC umum dan mesin las titik rektifikasi sekunder, dan kontrol keluaran yang sesuai keakuratannya juga sangat tinggi.
-
04 Hemat energi
hemat energi. Karena efisiensi termal yang tinggi, trafo las yang kecil, dan kehilangan besi yang kecil, mesin las inverter dapat menghemat lebih dari 30% energi dibandingkan mesin las titik AC dan mesin las titik rektifikasi sekunder saat mengelas benda kerja yang sama.
-
05 Mesin las inverter spot cocok untuk keseimbangan catu daya jaringan, tanpa peralatan kompensasi daya
Ini digunakan untuk pengelasan titik dan pengelasan proyeksi mur dari baja berkekuatan tinggi dan baja panas dalam industri manufaktur mobil, pengelasan titik dan pengelasan proyeksi multi-titik pada pelat baja karbon rendah biasa, pelat baja tahan karat, pelat galvanis, pelat aluminium, pematrian resistansi dan pengelasan titik kawat tembaga pada industri kelistrikan tegangan tinggi dan rendah, pengelasan titik perak, pematrian pelat tembaga, pengelasan titik perak komposit, dll.













Detail Tukang Las
Detail Tukang Las

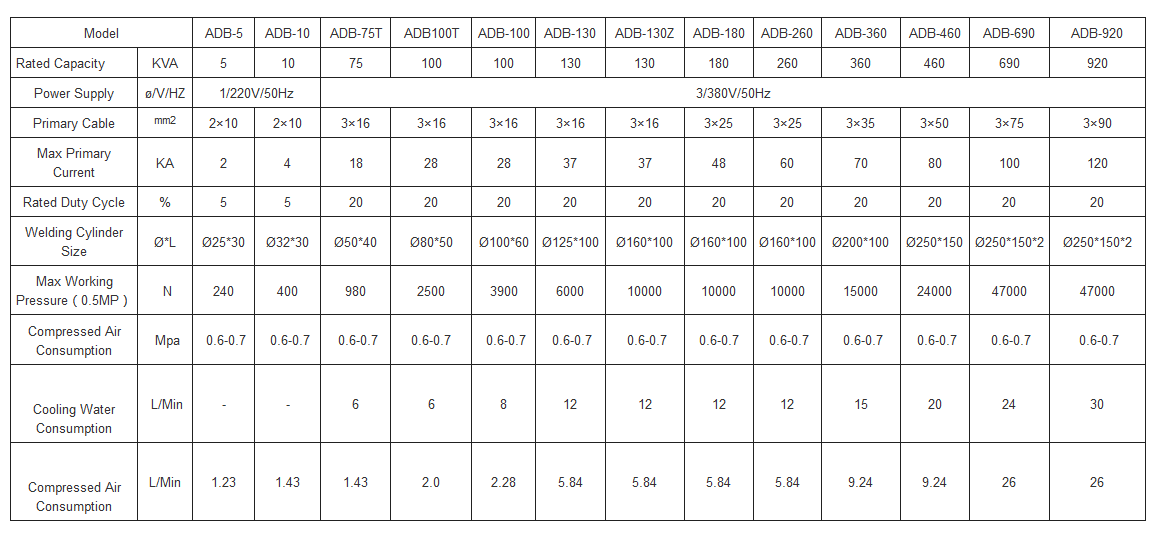
Parameter Pengelasan
Parameter Pengelasan
Proses Kustom
Proses Kustom










Kasus yang Berhasil
Kasus yang Berhasil




Sistem Purna Jual
Sistem Purna Jual
-
20+Tahun
tim layanan
Akurat dan profesional -
24hx7
layanan daring
Jangan khawatir setelah penjualan purna jual -
Bebas
Memasok
pelatihan teknis secara bebas.



Mitra
Mitra




















FAQ tukang las
FAQ tukang las
- T: Bagaimana cara memastikan keamanan mesin las spot?
J: Prosedur pengoperasian yang aman perlu diikuti saat mengoperasikan tukang las titik, termasuk mengenakan perlengkapan keselamatan, memastikan peralatan berfungsi dengan baik, dan menghindari menyentuh kabel yang terbuka.
- T: Apakah Tukang Las Titik Membutuhkan Perawatan Teratur?
J: Ya, perawatan rutin akan menjaga mesin las spot Anda tetap bekerja dengan baik dan memperpanjang umur peralatan Anda.
- T: Apa saja yang termasuk dalam perawatan mesin las titik?
A: Perawatan spot welder meliputi pembersihan peralatan, penggantian komponen yang aus, pengecekan kabel listrik dan kabel listrik, serta pengecekan status pengoperasian peralatan secara berkala.
- T: Elektroda manakah yang saya perlukan untuk tukang las titik?
A: Pemilihan elektroda harus ditentukan sesuai dengan jenis dan bahan proyek pengelasan.
- T: Bagaimana cara mengatasi keausan elektroda selama penggunaan mesin las titik?
A: Jika elektroda sudah aus, elektroda harus diganti tepat waktu untuk memastikan pengoperasian peralatan terbaik.
- T: Bagaimana cara memilih tekanan mesin las titik yang tepat?
A: Tekanan yang tepat harus ditentukan sesuai dengan jenis dan bahan proyek pengelasan untuk memastikan hasil pengelasan terbaik.




