


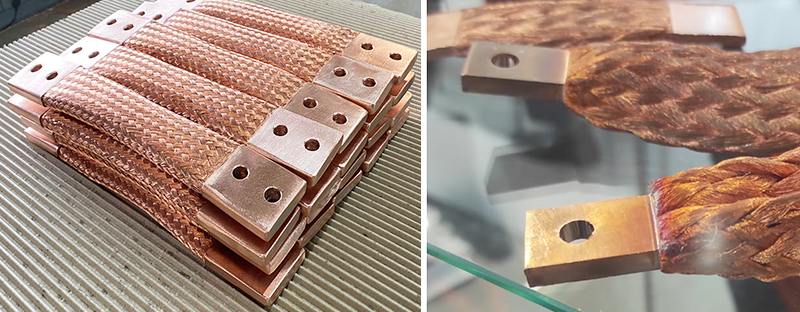
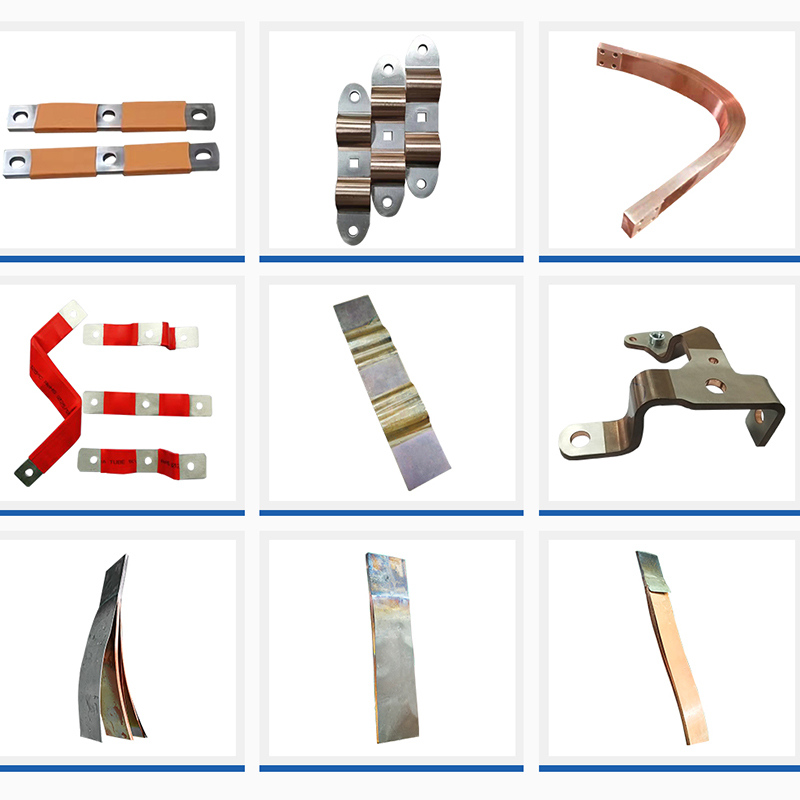
Rútureru í auknum mæli notuð í núverandi nýja orkugeiranum, þar á meðal iðnaði eins og rafknúnum farartækjum, orkugeymslu og raforkukerfum. Eftir því sem tækninni fleygir fram hafa efni í Busbar þróast úr kopar í kopar-nikkel, kopar-ál, ál og grafen samsett efni. Þessar rúllur reiða sig mikið á mótun og suðu, þar sem þær þurfa að tengjast rafhlöðum, rafstýrikerfi og öðrum íhlutum. Suða á endum og miðhluta skiptir sköpum fyrir þessar tengingar, meðdreifingarsuðuað vera aðalaðferðin til að mynda rúllustangir.
Tegundir af strætisvagniDreifingarsuðubúnaður
Það eru tvær megingerðir af Busbar dreifingarsuðubúnaði. Eitt er viðnámsdreifingarsuðu, sem hitar grunnefnið beint með miklum straumi. Hin er hátíðnidreifingarsuðu, þar sem grafít er hitað og flytur varma yfir í grunnefnið. Báðar aðferðirnar hita grunnefnið að ákveðnu hitastigi og mynda, undir háþrýstingi, fastfasa tengingu, sem nær fram dreifingarsuðuáhrifum. Upphitunaraðferðin sem notuð er fer eftir efninu á rúllustikunni.
Viðnámsdreifingarsuðu
Viðnámsdreifingarsuðu er aðallega notuð fyrir koparstöng, þar sem kopar hefur hátt bræðslumark og leiðni. Til að tryggja jafna upphitun og flýta fyrir ferlinu eru grafít rafskaut notuð. Efri og neðri rafskautin leiða mikinn straum að koparstönginni og hitar það með snertiviðnámi milli margra laga af koparþynnu. Grafít rafskautin sjálf mynda einnig hita vegna mikillar viðnáms. Þessi samsetta upphitun getur hækkað hitastig koparstöngarinnar upp í yfir 600°C og nær allt að 1300°C, sem gerir kleift að ná árangri í dreifingarsuðu undir háþrýstingi.
Hátíðni dreifisuðu
Hátíðnisdreifingarsuðu hentar vel fyrir álstangir, kopar-nikkel rásstangir, kopar-ál rásstangir og samsettar rásir eins og kopar og málmlausar samsetningar. Þessi aðferð notar óbeina hitun, sem gerir hana tilvalin til að suða flókin efni. Í hátíðni dreifingarsuðu er grafít hitað og flytur síðan hitann yfir í grunnefnið, með hitastig sem nær allt að 1200°C. Við háþrýsting mynda efnin traust tengsl.
Dreifingarsuðu á mismunandi efnasamböndum
Koparefni er tiltölulega auðveldara að suða vegna stöðugleika oxíða þeirra. Þykkari koparstangir, eins og þær sem notaðar eru í raforkukerfi, krefjast viðnámsdreifingarsuðu vegna mikillar hitunarnýtingar. Þetta getur verið allt að 50 mm þykkt með suðusvæði 200x200 mm. Þynnri rásstangir, eins og þær sem notaðar eru í rafknúnum ökutækjum, venjulega 3 mm þykkar með suðusvæði 25x50 mm, geta notað annað hvort viðnám eða hátíðnidreifingarsuðu.
Rútur úr áli eru erfiðari vegna bræðslumarks áls (670°C) og mun hærra bræðslumarks áloxíðs (2000°C). Fyrir ál er hátíðni dreifingarsuðu venjulega notuð, þar sem efnið er hreinsað fyrirfram til að fjarlægja oxíð. Dreifingarhitastigið er venjulega stillt undir 600°C.
Kopar-nikkel rásbars samanstanda af mörgum lögum af koparþynnu með nikkelþynnuhúð fyrir slit og tæringarþol. Hátíðni dreifingarsuðu er almennt notuð til að takast á við mikinn mun á rafviðnámi milli kopar og nikkels. Samsettar rúllur, eins og kopar ásamt grafeni, krefjast hátíðni dreifingarsuðu til að stjórna upphitunarferlinu nákvæmlega og forðast að skemma grunnefnin á meðan dreifing er náð.
Þrýstiaðferðir í dreifisuðu á rúllustangumVél
Dreifingarsuðu krefst mikils þrýstings, sem hægt er að beita með því að nota loft-vökvahvata, vökvakerfi eða servókerfi. Hefðbundnar aðferðir nota að mestu leyti vökvakerfi fyrir stöðugan framleiðslu og mikinn kraft. Nú á dögum er servópressun sífellt vinsælli vegna nákvæmrar þrýstingsstýringar og stillanlegrar tilfærslu, sem tryggir mikla nákvæmni í stærð soðnu vörunnar.
Niðurstaða
Þetta er stutt yfirlit yfir straumsuðusuðu. Ef þú ert að leita að réttu suðuaðferðinni fyrir rúllur ætti þessi grein að gefa nokkur svör. Með stöðugri þróun suðutækni er verið að nota nýstárlegri tækni til að mæta kröfum nútímasamfélags.
Birtingartími: 20. september 2024




