


Málmplötusuðu er afgerandi hluti af framleiðsluferlinu fyrir ýmsar málmvörur. Blettsuðu er mikið notað í bílaframleiðsluiðnaðinum, vélbúnaðariðnaðinum fyrir heimilistæki og málmplötuiðnaðinn. Nútímatækni krefst sífellt meiri suðugæða. Í þessari grein munum við útskýra blettasuðuferlið í smáatriðum og ræða kosti þesspunktsuðuí bílaiðnaðinum.
Hvað er punktsuðu
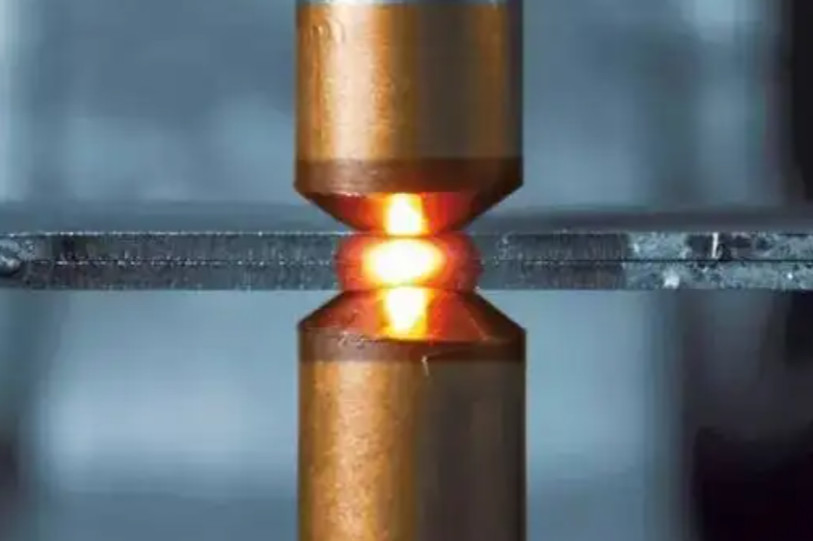
Blettsuðu er tegund afviðnámssuðu. Það felur í sér að setja tvö vinnustykki á milli efri og neðri rafskauta, hita þau með rafstraumi og beita þrýstingi til að búa til plastástand við snertiflöt vinnuhlutanna, sem gerir þeim kleift að bindast saman. Meginreglan þess er einföld: með því að leiða rafmagn í gegnum tvö koparrafskaut eykur viðnámið hitastig vinnuhlutanna, sem veldur því að þau bráðna og bindast saman. Þess vegna er það líka kallað viðnámssuðu. Samanborið við annaðsuðuferliBlettsuðu þarf ekki að bæta við suðuefni og aðgerðin er einföld.
Hvernig á að blettasuðu?
1: Yfirborðshreinsun vinnustykkis
Blettsuðu almennt efni
Ál: Ál er mjög algengt í punktsuðu, sérstaklega í bílaiðnaðinum, þar sem léttir eiginleikar þess geta komið í stað stífra mannvirkja. Hins vegar er suðu á áli meira krefjandi vegna mikillar leiðni þess, sem þarf um tvöfalt meiri straum en venjulegt efni. Þess vegna verður þú að velja búnað með meiri kraft þegar þú sýður ál.
Stál: Stál er algengasta efnið í punktsuðu. Það er hart efni og margir bifreiðaíhlutir nota stál. Blettsuðu er almennt notuð til að suða yfirbyggingar á bílum og stífum hnetum.
Kopar: Blettsuðu kopar krefst sérstakrar tækni. Kopar hefur mikla hita- og rafleiðni, sem gerir það að verkum að það festist við rafskaut. Þess vegna veljum við wolfram eða mólýbden rafskaut. Við suðu þarf að bæta lóðaefni á milli vinnuhlutanna tveggja, þannig að kopar lóðun er almennt notuð.
Galvaniseruðu stál: Suða galvaniseruðu stál er erfiðara en suðu stál, krefst meiri straums. Bræðslumark galvaniseruðu húðarinnar er lægra en stáls, þannig að auðvelt er að flæða yfir og mynda skvett við suðu.
Yfirborðshreinsun vinnustykkis
Fyrir suðu er mikilvægt að athuga hvort ryð eða oxun sé á vinnuhlutunum. Ef þeir gera það þarf að meðhöndla vinnustykkin. Þú getur notað sandpappír eða kvörn til að gera yfirborðið slétt. Annars verður mikið skvett sem getur haft áhrif á suðugæði.
2: Að íhuga 4 breytur áður en suðu er og stillt færibreytur
Þrýstingur
Það skiptir sköpum að velja viðeigandi þrýsting. Ef rafskautsþrýstingurinn er of hár eða of lágur getur það veikt styrk suðunnar og aukið dreifingu hennar. Við suðu er mikilvægt að huga að eiginleikum vinnustykkisins þegar þrýstingurinn er stilltur.
Suðutími
Það skiptir sköpum að stilla viðeigandi suðutíma. Ef suðutíminn er of stuttur getur verið að vinnustykkið bráðni ekki nægilega til að uppfylla suðukröfurnar. Á hinn bóginn, ef suðutíminn er of langur, er vinnsluhlutinn viðkvæmur fyrir aflögun, sem leiðir til stærri suðumerkja.
Suðustraumur
Suðustraumurinn og tíminn bæta hvort annað upp en hafa líka sín takmörk. Að finna rétta jafnvægið þar á milli er lykillinn að því að framleiða fullkomnar suðu.
3: Blettsuðuvél
Búnaðurinn sem þarf til punktsuðu er apunktsuðuvél, sem kemur í mismunandi gerðum. Val á réttu punktsuðuvélinni fer eftir eiginleikum vinnustykkisins og suðukröfum. Til dæmis, ef þú vilt sjóða saman tvær 2 mm ryðfríu stálplötur til að ná nauðsynlegum styrkleika móðurefnisins, þarftu að velja punktsuðuvél með meiri kraft. Venjuleg punktsuðuvél með 130KVA getur náð þessu. Hins vegar, ef þú þarft að sjóða 2mm þykkar álplötur, þarftu venjulega punktsuðuvél með 260KVA.
4: Settu vinnustykkið á milli rafskauta og byrjaðu að suða
Þegar þú hefur valið viðeigandi punktsuðuvél er kominn tími til að hefja suðu. Eftir að hafa tengt aflgjafann og stillt færibreyturnar skaltu setja tilbúna vinnustykkið á milli þeirra tveggjarafskautshettu. Ýttu á fótpedalhnappinn og rafskautin þrýsta niður, hitna og þjappa vinnustykkin saman og tengja þannig snertipunkta vinnuhlutanna tveggja saman.
5: Afhýðingarprófið eftir suðu
Eftir að vinnustykkið hefur verið soðið er erfitt að meta styrk suðunnar með berum augum einum saman. Það er þegar þú þarft að nota verkfæri til að prófa styrk suðunnar. Peel próf er frábær aðferð. Við afhýðingarprófun skal fylgjast með hámarks togkrafti sem náðst er þegar vinnsluhlutinn er afhýddur. Sum vinnustykki hafa sérstakar kröfur um þetta gildi til að telja suðuna ásættanlega.
Ávinningurinn af punktsuðu fyrir bílaiðnaðinn
Sterkir og langvarandi liðir
Hlutar soðnir með viðnámssuðu skapa sterka og endingargóða samskeyti. Vörur sem gerðar eru á þennan hátt eru traustar og stöðugar, sem skiptir sköpum í bílaiðnaðinum. Til dæmis, ef hneta er ekki tryggilega soðin gæti það leitt til slysa á veginum. Nákvæmni og áreiðanleiki eru í fyrirrúmi í bílageiranum, þar sem jafnvel minnstu villa er óviðunandi. Þess vegna gegnir viðnámssuðu mikilvægu hlutverki við að tryggja að þessir staðlar séu uppfylltir.
Samræmi í liðum
Við suðu bílaíhluta er ekki aðeins mikilvægt að suðunar séu sterkar heldur einnig að soðnu vörurnar líti fagurfræðilega út. Viðnámssuðu getur náð þessari kröfu. Sérstaklega fyrir suðu á yfirbyggingu bílsins ætti sérhver suðupunktur að vera lítt áberandi, þar sem það hefur áhrif á síðari vinnslu og heildarútlit ökutækisins.
Sameining ólíkra efna
Viðnámssuðu hentar einnig vel til að suða ólík efni. Í bílaiðnaðinum eru íhlutir þar sem þarf að tengja saman mismunandi málma. Þar kemur mótsuðusuðu sér vel þar sem hún getur sameinað ólík efni eins og stál og ál.
Suðuhraði
Viðnámssuðu þarf ekki áfyllingarvír. Það er fljótlegra fyrir suðu á smáhlutum. Í bílaiðnaðinum, þar sem aðallega litlir íhlutir eru soðnir, er ferlið fljótlegt og auðveldlega sjálfvirkt, sparar vinnuafl og eykur skilvirkni suðu.
Endurtekningarhæfni
Vegna hæfis þess til að suða endurteknar vörur, getur viðnámssuðu þurft að breyta breytum og búnaði þegar skipt er yfir í mismunandi forskriftir. Þess vegna er það hentugra til að suða mikið magn af vörum. Bílaíhlutir, einmitt vegna þessa eiginleika, finnast viðnámssuðu sérstaklega hentug fyrir bílaiðnaðinn.
Viðnámssuðu er í auknum mæli notuð í iðnaðargeirum nútímans. Tækni þess er stöðugt uppfærð til að laga sig að iðnaðarþróun og færast í átt að sjálfvirkni. Til að læra meira um viðnámssuðu, vinsamlegast fylgdu uppfærslum okkar.
Algengar spurningar:
1、Hvaða suðuaðferð ætti ég að nota til að sjóða ryðfríu stáli olíutromlu sem þarf að vera þéttþétt?
Fyrir loftþéttar kröfur er hægt að nota saumsuðuna, asaumsuðuvélgetur það.
2、Hvers konar suðuvél er almennt notuð fyrir líkamshluta bíla?
Bíll yfirbyggingar nota venjulegablettursuðubyssu, sem eru sveigjanleg og auðvelt að gera sjálfvirkan.
3、Hvaða kraftblettsuðuvél þarf til að sjóða 2mm þykkt ryðfríu stáli?
130kVA punktsuðuing vélmun virka vel.
4、Hvernig soðið ég M8 hneta á 2mm kolefnisstálplötu?
Þú getur notað vörpusuðuing vél.
5、Hvernig stilli ég punktsuðufæribreytur?
Stilltu færibreyturnar miðað við forskriftir vinnustykkisins og suðukröfurnar.
6、Hvernigtopunktsuðu án suðuvélar?
Þú getur notað vélmenni fyrir sjálfvirka hleðslu og suðu.
7、Hvernigtosuðu ál?
Ál hefur lágt bræðslumark, þannig að þú þarft meiri kraft. AMFDCHægt er að nota punktsuðu.
Birtingartími: maí-30-2024




