


מכונת ריתוך נקודתית ADB-920 High Power
 שלחו לנו מייל
שלחו לנו מייל
מבוא מוצר
מבוא מוצר
-
יכול לדכא ביעילות נתזי ריתוך ולהשיג תוצאות ריתוך יציבות ואיכותיות
אספקת החום המתמשכת שנוצרת על ידי זרם הפלט השטוח של מכונת הריתוך בתדר הביניים גורם לטמפרטורת הגוש לעלות ברציפות. יחד עם זאת, השליטה המדויקת על שיפוע הזרם ועליית הזמן לא תגרום להתזות עקב קפיצות חום וזמן עליית זרם בלתי נשלט. תוֹצֶרֶת.
-
זמן הפעלה קצר, יעילות תרמית גבוהה, צורת ריתוך יפה
לרתך נקודתי מהפך תדר ביניים יש זרם ריתוך פלט שטוח, המבטיח יעילות גבוהה ואספקה רציפה של חום ריתוך. וזמן ההפעלה קצר, מגיע לרמת ms, מה שהופך את האזור המושפע מחום הריתוך לקטן, ומפרקי ההלחמה נוצרים יפה.
-
דיוק שליטה גבוה
בשל תדירות העבודה הגבוהה (בדרך כלל 1-4KHz) של מכונת ריתוך נקודתי בתדר ביניים, דיוק בקרת המשוב הוא פי 20-80 מזה של מכונת ריתוך נקודתית AC הכללית ומכונת ריתוך נקודתית תיקון משנית, ובקרת התפוקה המתאימה. גם הדיוק גבוה מאוד.
-
חיסכון באנרגיה
חיסכון באנרגיה של 30%. בשל יעילות תרמית גבוהה, שנאי ריתוך קטן ואובדן ברזל קטן, רתך המהפך יכול לחסוך יותר מ-30% אנרגיה מאשר מכונת ריתוך נקודתית AC ומכונת ריתוך נקודתית לתיקון משנית בעת ריתוך אותו חומר עבודה.
-
רתך נקודת מהפך מתאים לאיזון אספקת חשמל ברשת, ללא ציוד לפיצוי הספק
הוא משמש לריתוך נקודתי ולריתוך הקרנת אגוזים של פלדה בעלת חוזק גבוה ופלדה שנוצרה חמה בתעשיית הרכב, ריתוך נקודתי וריתוך הקרנה רב-נקודתי של לוח פלדה דל פחמן רגיל, לוח נירוסטה, לוח מגולוון, הלחמת התנגדות ו ריתוך נקודתי של חוטי נחושת בתעשיית החשמל במתח גבוה ונמוך, ריתוך נקודתי כסף וכו'.











פרטי רתך
פרטי רתך

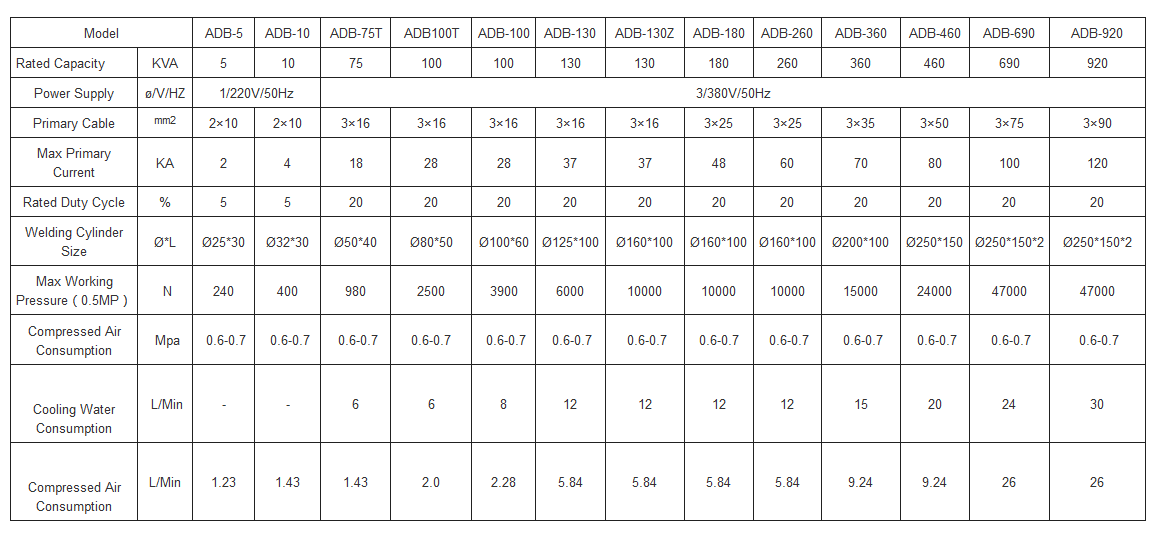
פרמטרים של ריתוך
פרמטרים של ריתוך
תהליך מותאם אישית
תהליך מותאם אישית










מקרים מוצלחים
מקרים מוצלחים




מערכת לאחר מכירה
מערכת לאחר מכירה
-
20+ שנים
צוות שירות
מדויק ומקצועי -
24hx7
שירות מקוון
אל דאגה לאחר מכירה לאחר מכירה -
לְשַׁחְרֵר
לְסַפֵּק
אימון טכני באופן חופשי.



שׁוּתָף
שׁוּתָף




















שאלות נפוצות על רתכים
שאלות נפוצות על רתכים
- ש: למה יש לשים לב בתחזוקה של מכונת ריתוך נקודתית?
ת: בעת תחזוקה של מכונת ריתוך נקודתית, אתה צריך לשים לב לבטיחות החשמלית של הציוד, לשמור על האלקטרודות ולתחזק חלקים אחרים של הציוד.
- ש: למה יש לשים לב בעת שימוש במכונת ריתוך נקודתית?
ת: בעת שימוש במכונות ריתוך נקודתיות, יש לשים לב לבטיחות החשמל, בטיחות המפעיל ותפעול רגיל של הציוד.
- ש: לאילו עניינים יש לשים לב בתחזוקה של מכונת ריתוך נקודתית?
ת: בעת תיקון הרתך הנקודתי יש לשים לב לבטיחות החשמלית של הציוד, לקושי הטכני בתחזוקה ולשימוש בכלים מתאימים.
- ש: מהם הגורמים לכשלים במכונת ריתוך נקודתית?
ת: הגורם לכשל במכונת ריתוך נקודתי עשוי להיות מגוון של גורמים כגון נזק לרכיבים חשמליים, בלאי אלקטרודות והפסקת חשמל.
- ש: מהן שיטות הריתוך של מכונת ריתוך נקודתית?
ת: שיטות הריתוך של מכונת ריתוך נקודה כוללות ריתוך נקודתי ידני, ריתוך נקודתי אוטומטי וריתוך נקודתי חצי אוטומטי.
- ש: איזה סוג ריח יופק בתהליך הריתוך של הרתך הנקודתי?
ת: תהליך הריתוך של מכונת הריתוך הנקודתי יפיק ריחות מיוחדים, ויש צורך לשמור על סביבה מאווררת היטב.




