


ADB-920 ハイパワースポット溶接機
 私たちに電子メールを送信してください
私たちに電子メールを送信してください
製品紹介
製品紹介
-
溶接スパッタを効果的に抑制し、安定した高品質な溶接結果が得られます。
中間周波溶接機のフラットな出力電流による継続的な熱供給により、ナゲットの温度は連続的に上昇します。同時に、電流上昇の傾きと時間を正確に制御することで、ヒートジャンプや制御不能な電流上昇時間によるスパッタが発生することはありません。生産する。
-
短い通電時間、高い熱効率、美しい溶接形状
中間周波インバータスポット溶接機は、フラットな出力溶接電流を実現し、高効率かつ継続的な溶接熱の供給を実現します。また、通電時間がmsレベルと短いため、溶接熱影響部が小さく、はんだ接合部が美しく形成されます。
-
高い制御精度
中間周波スポット溶接機は動作周波数(通常1~4KHz)が高いため、フィードバック制御精度は一般的な交流スポット溶接機や二次整流スポット溶接機の20~80倍であり、対応する出力制御も可能です。精度も非常に高いです。
-
省エネ
30%の省エネ。インバータ溶接機は、熱効率が高く、溶接トランスが小さく、鉄損が小さいため、同じワークを溶接する場合、交流スポット溶接機や二次整流スポット溶接機に比べて30%以上のエネルギーを節約できます。
-
インバータスポット溶接機は、電力補償装置なしで系統電力供給バランスに適しています。
自動車製造業における高張力鋼や熱間成形鋼のスポット溶接やナットプロジェクション溶接、一般低炭素鋼板、ステンレス鋼板、亜鉛メッキ板のスポット溶接や多点プロジェクション溶接、抵抗ろう付け、溶接などに使用されます。高低圧電気工業における銅線のスポット溶接、銀スポット溶接など。
溶接サンプル
溶接サンプル











溶接機の詳細
溶接機の詳細

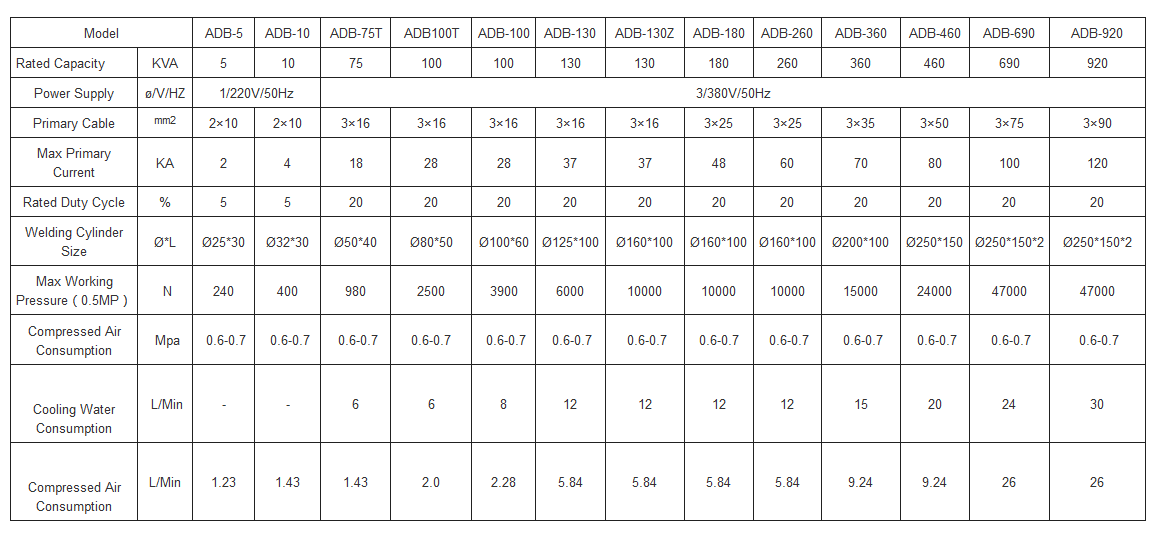
溶接パラメータ
溶接パラメータ
カスタムプロセス
カスタムプロセス










成功事例
成功事例




アフターサービス体制
アフターサービス体制
-
20+年
サービスチーム
正確かつプロフェッショナル -
24hx7
オンラインサービス
販売後も安心 -
無料
供給
技術研修も自由自在。



パートナー
パートナー




















溶接機に関するよくある質問
溶接機に関するよくある質問
- Q:スポット溶接機のメンテナンスで注意すべきことは何ですか?
A: スポット溶接機をメンテナンスするときは、装置の電気的安全性に注意を払い、電極のメンテナンスや装置の他の部分のメンテナンスを行う必要があります。
- Q:スポット溶接機を使用する際の注意点は何ですか?
A: スポット溶接機を使用する場合は、電気の安全性、オペレーターの安全性、および装置の通常の動作に注意を払う必要があります。
- Q:スポット溶接機のメンテナンスで注意すべき点は何ですか?
A: スポット溶接機を修理するときは、機器の電気的安全性、メンテナンスの技術的な難しさ、適切な工具の使用に注意を払う必要があります。
- Q: スポット溶接機の故障の原因は何ですか?
A: スポット溶接機の故障の原因は、電気部品の損傷、電極の磨耗、停電などさまざまな要因が考えられます。
- Q: スポット溶接機の溶接方法にはどのようなものがありますか?
A: スポット溶接機の溶接方法には、手動スポット溶接、自動スポット溶接、半自動スポット溶接があります。
- Q:スポット溶接機の溶接時に発生する臭いはどのようなものですか?
A: スポット溶接機の溶接工程では特有の臭いが発生しますので、換気の良い環境を維持する必要があります。




