


溶接業界にはたくさんの溶接の種類。アーク溶接とスポット溶接は最も一般的な技術です。これらはさまざまな分野で頻繁に使用され、さまざまな産業で重要な役割を果たしています。初心者にとっては違いを理解するのが難しいかもしれません。アーク溶接とスポット溶接の違いについて知りたい場合は、以下の記事で詳しく説明しています。
アーク溶接とは何ですか?
アーク溶接電気アークによって発生する熱を利用して金属を溶かして接合するプロセスです。アーク溶接の電源は、直流 (DC) または交流 (AC) のいずれかを提供できます。溶接要件に応じて、アーク溶接では消耗電極または非消耗電極のいずれかを使用できます。 19 世紀後半に開発されたアーク溶接は造船において重要な役割を果たし、自動車や重工業でも広く使用されています。

スポット溶接とは何ですか?
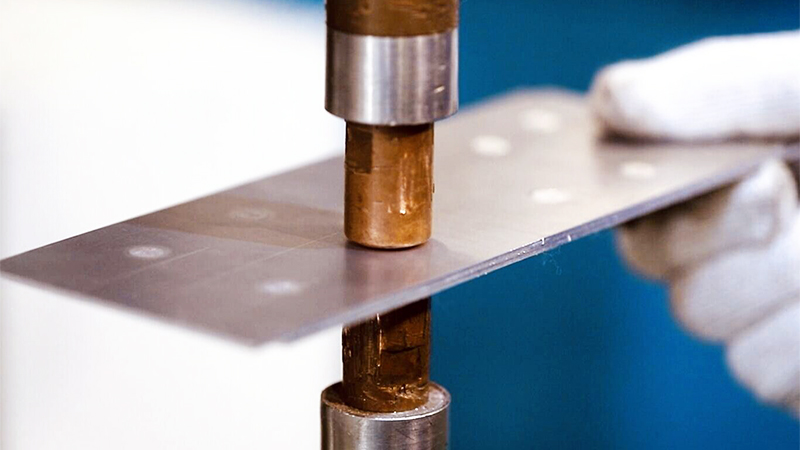
スポット溶接とは、抵抗溶接電流を使用して熱を発生させ、圧力を加え、ワークピース間の接触点を溶接ナゲットまたは塑性状態を形成して結合させます。これは、主に銅の電極を使用して電気を流す伝統的な溶接方法です。電流がワークピースを通過して接触点で溶解し、電流が止まると圧力によって接触点が保持され続け、接合が形成されます。
アーク溶接とスポット溶接の違い
溶接の原理
アーク溶接とスポット溶接は異なる原理で動作します。アーク溶接では、電極とワークピースを使用して電気アークを生成し、熱を発生します。高温により電極が溶けて液体となり、金属接合部が満たされ、冷却されて溶接部が形成され、2 つの金属部分が接合されます。これは液状溶接の一種です。
一方、スポット溶接では、2 つのワークを重ねて 2 つの電極で圧力を加えます。電流により電極とワークの接触点が加熱され、電極が溶けます。冷却すると、部品が結合され、ソリッドステート接続になります。
充填材の要件
溶接プロセスでは、アーク溶接では溶加材を使用する場合と使用しない場合があります。 2 つのワークピースを溶接する場合、溶加材は必要ない場合があります。スポット溶接には溶加材は必要ありません。ワークピースを直接加熱して塑性状態にし、接合します。
適用範囲
スポット溶接とアーク溶接は用途が異なります。アーク溶接は、複雑な形状や大きな金属ワークの溶接に適しており、大型部品や重工業用途の修理やメンテナンスに最適です。スポット溶接は通常、厚さ約 3 ミリメートルの小さな部品に使用され、大量の溶接に適しています。自動車業界や家電業界でよく使用されています。
溶接時間
金属のアーク溶接には時間がかかり、一度限りのプロセスではありません。スポット溶接ははるかに迅速で、1 分または数秒で製品を完成させることができます。
溶接費用
アーク溶接は溶接コストが比較的低いですが、技術的に難しいため、熟練したアーク溶接工の人件費は高くなります。スポット溶接は全体的なコストが高くなります。スポット溶接機アーク溶接機数台分のコストがかかります。ただし、オペレーターの人件費は低いため、長期的にはコストを節約できます。
外圧の必要性
外圧要件については、アーク溶接では通常、外圧は必要ありません。電源によって発生したアークは、ワークピースと充填材を溶かします。しかし、スポット溶接では 2 つのワークピースを押し付けるのに空気圧が必要で、電流によって熱が発生します。
運転上の安全性
アーク溶接は技術的に難しく、熟練した溶接工が必要です。アーク溶接を使用したい場合は、専門の訓練を受ける必要があります。スポット溶接はより簡単かつ安全であり、必要なスキルは比較的少ないです。オペレーターは基本的なトレーニングのみを受けて使用を開始できます。
結論:
以上がアーク溶接とスポット溶接の主な違いです。溶接方法を選択するときは、次の点を考慮する必要があります。スポット溶接とアーク溶接のどちらを選択するかは、主に溶接する製品、その材質、特性によって決まります。たとえば、大きなステンレス鋼パイプを溶接する場合は、スポット溶接は小さな部品にのみ適しているため、アーク溶接を選択するのが最善です。したがって、溶接方法を選択する前に、必ず各状況を多角的に分析してください。
投稿日時: 2024 年 6 月 13 日




