


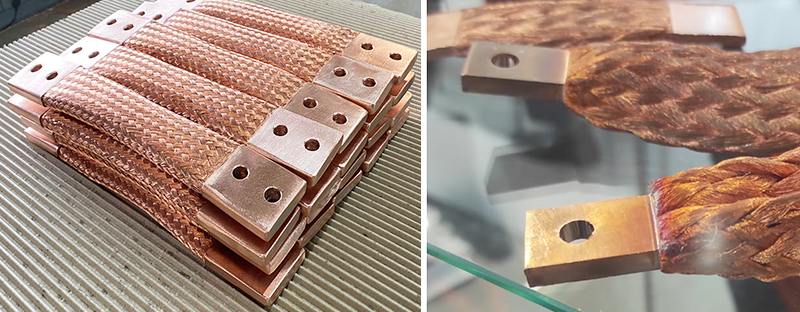
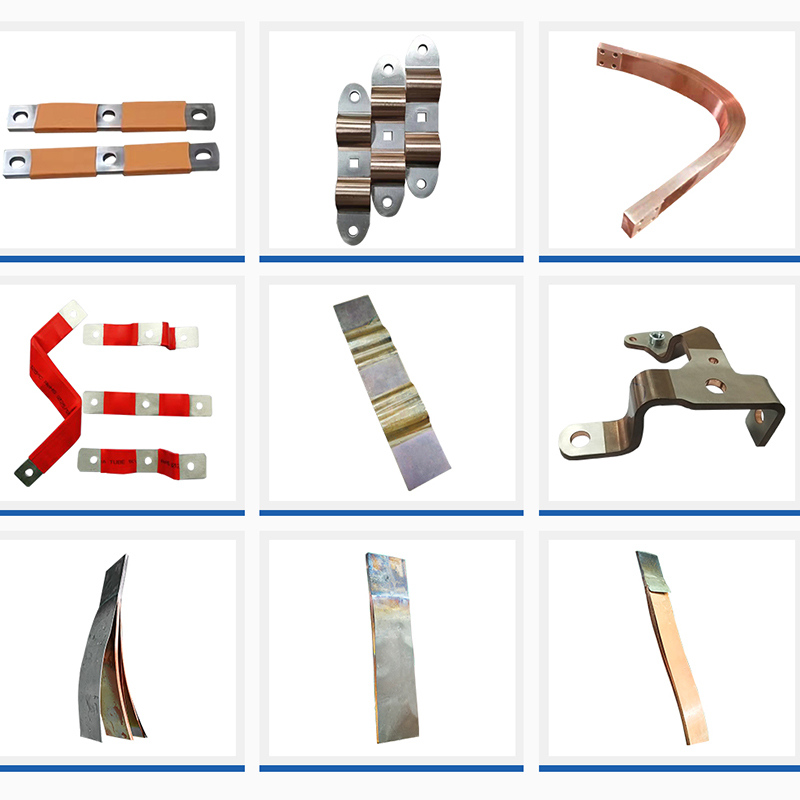
バスバー電気自動車、エネルギー貯蔵、電力システムなどの業界を含む、現在の新エネルギー分野での使用が増えています。技術の進歩に伴い、バスバーの材料は銅から銅-ニッケル、銅-アルミニウム、アルミニウム、グラフェンの複合材料へと進化しました。これらのバスバーは、バッテリー、電気制御システム、その他のコンポーネントに接続する必要があるため、成形と溶接に大きく依存しています。端部と中間部の溶接は、これらの接続にとって非常に重要です。拡散溶接バスバー形成の主な方法です。
バスバーの種類拡散溶接装置
バスバー拡散溶接装置には主に 2 つのタイプがあります。 1つは大電流で母材を直接加熱する抵抗拡散溶接です。もう1つは、黒鉛を加熱して母材に熱を伝える高周波拡散溶接です。どちらの方法も母材を一定の温度に加熱し、高圧下で固相接合を形成し、拡散溶接効果を実現します。使用される加熱方法はバスバーの材質によって異なります。
抵抗拡散溶接
銅は融点と導電性が高いため、抵抗拡散溶接は主に銅バスバーに使用されます。均一な加熱を確保し、プロセスを加速するために、グラファイト電極が使用されます。上部電極と下部電極は銅バスバーに大電流を流し、複数層の銅箔間の接触抵抗によって銅バスバーを加熱します。グラファイト電極自体も、抵抗が高いため発熱します。この組み合わせた加熱により、銅バスバーの温度が 600°C を超え、最大 1300°C に達する可能性があり、高圧下での拡散溶接の成功が可能になります。
高周波拡散溶接
高周波拡散溶接は、アルミニウムバスバー、銅-ニッケルバスバー、銅-アルミニウムバスバー、および銅と非金属の組み合わせなどの複合バスバーに適しています。この方法は間接加熱を使用するため、複雑な材料の溶接に最適です。高周波拡散溶接では、グラファイトが加熱され、その熱が母材に伝わり、その温度は最大 1200°C に達します。高圧下では、材料は強固な接続を形成します。
異なるバスバー材質の拡散溶接
銅材料は酸化物が安定しているため、溶接が比較的容易です。電力システムで使用されるような厚い銅バスバーは、加熱効率が高いため、抵抗拡散溶接が必要です。溶接面積は 200x200mm で、厚さは 50mm まで可能です。電気自動車で使用されるような薄いバスバー (通常、厚さ 3 mm、溶接面積 25 x 50 mm) は、抵抗溶接または高周波拡散溶接のいずれかを使用できます。
アルミニウムバスバーは、アルミニウムの融点 (670°C) とそれよりはるかに高い酸化アルミニウムの融点 (2000°C) により、より困難です。アルミニウムの場合、通常、材料を事前に洗浄して酸化物を除去した状態で、高周波拡散溶接が使用されます。拡散温度は通常 600°C 未満に設定されます。
銅ニッケルバスバーは、耐摩耗性と耐食性を高めるためにニッケル箔コーティングを施した複数層の銅箔で構成されています。銅とニッケルの電気抵抗の大きな違いに対処するために、高周波拡散溶接が一般的に使用されます。銅とグラフェンを組み合わせた複合バスバーには、加熱プロセスを正確に制御し、拡散を達成しながら母材への損傷を避けるために高周波拡散溶接が必要です。
バスバー拡散溶接における加圧方法機械
拡散溶接には高圧が必要ですが、これには気液ブースター、油圧システム、またはサーボ システムを使用して加えることができます。従来の方法では、安定した出力と高い力を実現するために油圧システムが主に使用されていました。現在、精密な圧力制御と変位調整が可能なサーボプレスの人気が高まっており、溶接製品の寸法精度が高く保証されています。
結論
バスバー拡散溶接の概要を説明します。バスバーの適切な溶接方法を探している場合は、この記事がいくつかの答えを提供するはずです。溶接技術の継続的な発展に伴い、現代社会の要求を満たすためにより革新的な技術が採用されています。
投稿日時: 2024 年 9 月 20 日




