


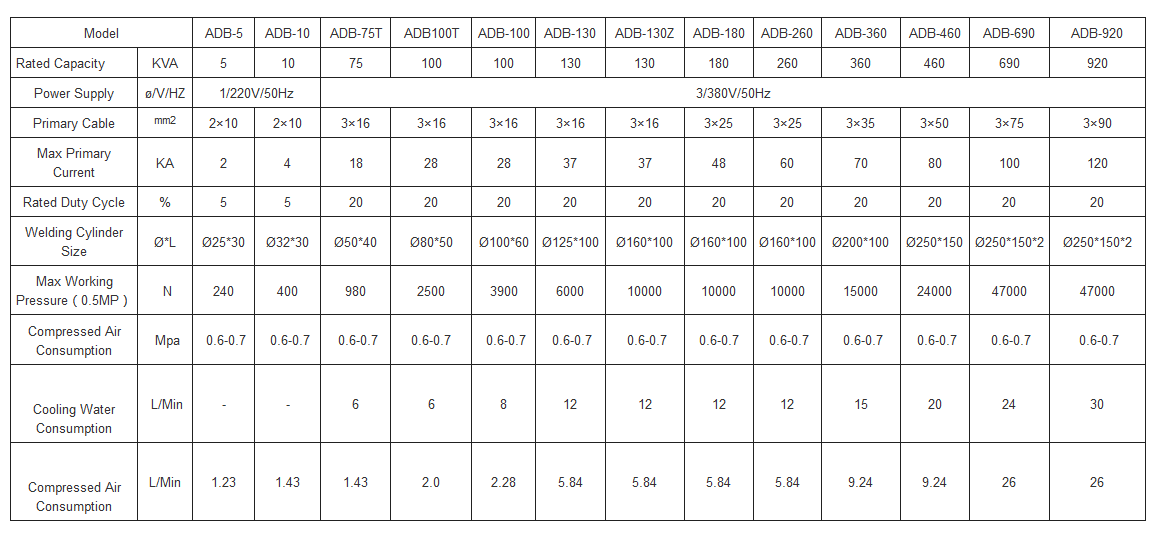
ADB-260 MFDC spot welding machine
 Kirimi email kanggo kita
Kirimi email kanggo kita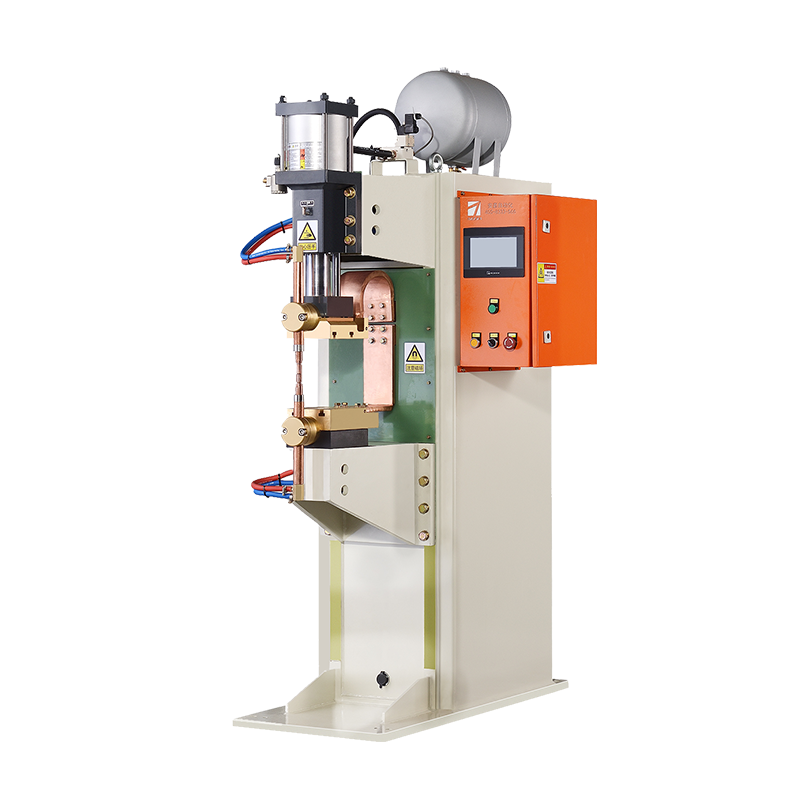
Pambuka produk
Pambuka produk
-
01 Bisa nyuda spatter welding kanthi efektif lan entuk asil welding sing stabil lan berkualitas
Penyetor panas terus-terusan sing diasilake arus output rata saka mesin las frekuensi penengah ndadekake suhu nugget mundhak terus-terusan. Ing wektu sing padha, kontrol pas slope munggah saiki lan wektu ora bakal nimbulaké spatter amarga lompatan panas lan wektu munggah saiki ora bisa dikendhaleni. ngasilaken.
-
02 Short power-on wektu, efficiency termal dhuwur, wangun welding ayu
Welder titik inverter frekuensi penengah nduweni arus welding output sing rata, sing njamin efisiensi dhuwur lan pasokan panas welding. Lan wektu daya-ing cendhak, tekan tingkat ms, kang ndadekake welding zona panas-kena cilik, lan joints solder kawangun apik.
-
03 Presisi kontrol dhuwur
Amarga frekuensi kerja sing dhuwur (biasane 1-4KHz) saka mesin las titik frekuensi penengah, akurasi kontrol umpan balik yaiku 20-80 kaping saka mesin las titik AC umum lan mesin las titik rectification sekunder, lan kontrol output sing cocog. akurasi uga dhuwur banget.
-
04 Ngirit energi
irit energi. Amarga efisiensi termal dhuwur, trafo welding cilik lan mundhut wesi cilik, mesin welding inverter bisa ngirit energi luwih saka 30% tinimbang mesin welding titik AC lan mesin welding titik rectification sekunder nalika ngelas bahan kerja sing padha.
-
05 mesin welding titik inverter cocok kanggo imbangan sumber daya kothak, tanpa peralatan rugi daya
Iki digunakake kanggo welding titik lan welding proyeksi kacang saka baja kekuatan dhuwur lan baja sing dibentuk panas ing industri manufaktur mobil, welding titik lan welding proyeksi multi-titik saka piring baja karbon rendah biasa, piring stainless steel, piring galvanis, piring aluminium, resistance brazing lan titik welding saka kabel tembaga ing dhuwur lan kurang voltase listrik industri, perak titik welding, plat tembaga brazing, komposit perak titik welding, etc.













Rincian Welder
Rincian Welder

Parameter welding
Parameter welding
Proses Custom
Proses Custom










Kasus Sukses
Kasus Sukses




Sistem sawise-sales
Sistem sawise-sales
-
20+Taun
tim layanan
Akurat lan profesional -
24hx7
layanan online
Ora kuwatir sawise dodolan sawise dodolan -
Gratis
Pasokan
pelatihan teknis kanthi bebas.



mitra
mitra




















Welder FAQ
Welder FAQ
- P: Kepiye njamin keamanan mesin las titik?
A: Prosedur operasi sing aman kudu ditindakake nalika ngoperasikake tukang las titik, kalebu nganggo peralatan safety, mesthekake yen peralatan bisa mlaku kanthi bener, lan ora ndemek kabel sing katon.
- P: Apa Tukang Welder Butuh Pangopènan Reguler?
A: Ya, pangopènan biasa bakal tetep welder titik mlaku ing paling apik lan ndawakake umur peralatan.
- Q: Apa pangopènan mesin welding titik kalebu?
A: Pangopènan tukang las titik kalebu ngresiki peralatan, ngganti bagean sing wis rusak, mriksa kabel listrik lan listrik, lan mriksa status operasi peralatan kanthi periodik.
- Q: Kang elektroda aku kudu kanggo welder titik?
A: Pilihan saka elektroda kudu ditemtokake miturut jinis lan materi saka project welding.
- P: Kepiye cara ngatasi nyandhang elektroda sajrone nggunakake mesin las titik?
A: Nalika elektroda wis worn metu, iku kudu diganti ing wektu kanggo mesthekake operasi paling apik saka peralatan.
- P: Kepiye cara milih tekanan mesin las titik sing tepat?
A: Tekanan sing tepat kudu ditemtokake miturut jinis lan materi proyek welding kanggo njamin asil welding sing paling apik.




