


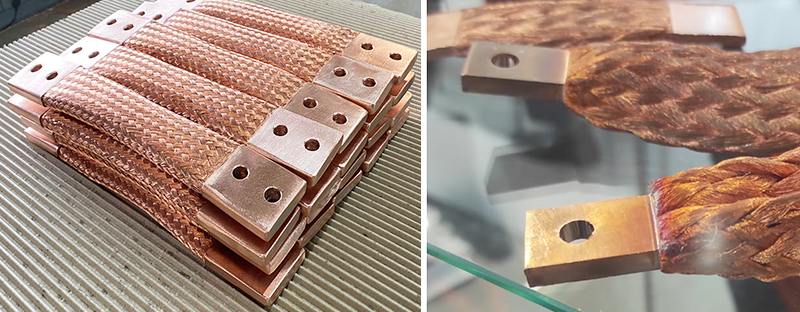
ავტობუსებიისინი სულ უფრო და უფრო ხშირად იყენებენ ამჟამინდელ ახალ ენერგეტიკულ სექტორში, მათ შორის ისეთ ინდუსტრიებში, როგორიცაა ელექტრო მანქანები, ენერგიის შესანახი და ენერგეტიკული სისტემები. ტექნოლოგიის წინსვლისას, Busbar მასალები სპილენძიდან სპილენძ-ნიკელის, სპილენძ-ალუმინის, ალუმინის და გრაფენის კომპოზიტებამდე გადაიქცა. ეს ავტობუსები დიდწილად ეყრდნობა ფორმირებას და შედუღებას, რადგან მათ სჭირდებათ დაკავშირება ბატარეებთან, ელექტრული კონტროლის სისტემებთან და სხვა კომპონენტებთან. ბოლოებში და შუა მონაკვეთებზე შედუღება გადამწყვეტია ამ კავშირებისთვის, თანდიფუზიური შედუღებაარის Busbar ფორმირების ძირითადი მეთოდი.
ავტობუსების ტიპებიდიფუზიური შედუღების მოწყობილობა
არსებობს Busbar დიფუზიური შედუღების მოწყობილობების ორი ძირითადი ტიპი. ერთი არის წინააღმდეგობის დიფუზიური შედუღება, რომელიც პირდაპირ ათბობს საბაზისო მასალას მაღალი დენის საშუალებით. მეორე არის მაღალი სიხშირის დიფუზიური შედუღება, სადაც გრაფიტი თბება და სითბოს გადასცემს საბაზისო მასალას. ორივე მეთოდი აცხელებს საბაზისო მასალას გარკვეულ ტემპერატურამდე და მაღალი წნევის ქვეშ ქმნის მყარ ფაზა კავშირს, რაც აღწევს დიფუზიური შედუღების ეფექტს. გამოყენებული გათბობის მეთოდი დამოკიდებულია Busbar მასალაზე.
წინააღმდეგობის დიფუზიური შედუღება
რეზისტენტობის დიფუზიური შედუღება ძირითადად გამოიყენება სპილენძის საბარგულებისთვის, რადგან სპილენძს აქვს მაღალი დნობის წერტილი და გამტარობა. ერთიანი გათბობის უზრუნველსაყოფად და პროცესის დასაჩქარებლად გამოიყენება გრაფიტის ელექტროდები. ზედა და ქვედა ელექტროდები ატარებენ მაღალ დენს სპილენძის ავტობუსს, ათბობენ მას სპილენძის ფოლგის მრავალ ფენას შორის კონტაქტის წინააღმდეგობის გზით. თავად გრაფიტის ელექტროდები ასევე გამოიმუშავებენ სითბოს მაღალი წინააღმდეგობის გამო. ამ კომბინირებულ გათბობას შეუძლია გაზარდოს სპილენძის ავტობუსის ტემპერატურა 600°C-მდე, მიაღწიოს 1300°C-მდე, რაც საშუალებას იძლევა წარმატებული დიფუზიური შედუღება მაღალი წნევის ქვეშ.
მაღალი სიხშირის დიფუზიური შედუღება
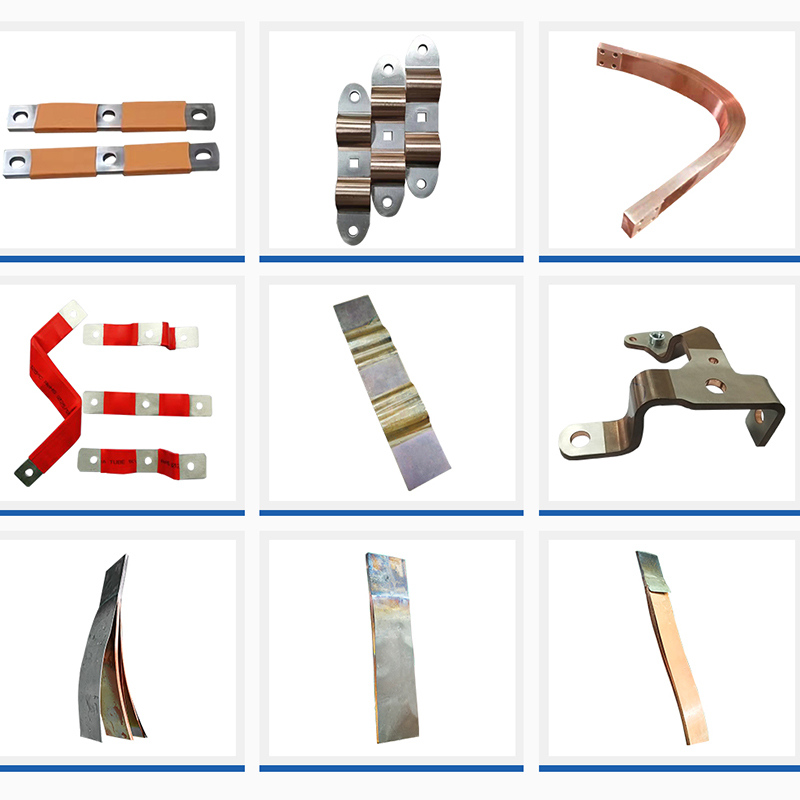
მაღალი სიხშირის დიფუზიური შედუღება შესაფერისია ალუმინის ზოლებისთვის, სპილენძ-ნიკელის სამარხებისთვის, სპილენძ-ალუმინის სამარხებისთვის და კომპოზიციური სამარხებისთვის, როგორიცაა სპილენძის და არალითონის კომბინაციები. ეს მეთოდი იყენებს არაპირდაპირ გათბობას, რაც მას იდეალურს ხდის რთული მასალების შესადუღებლად. მაღალი სიხშირის დიფუზიური შედუღებისას გრაფიტი თბება და შემდეგ სითბოს გადასცემს საბაზისო მასალას, ტემპერატურა 1200°C-მდე აღწევს. მაღალი წნევის ქვეშ, მასალები ქმნიან მყარ კავშირს.
სხვადასხვა საბარგულის მასალების დიფუზიური შედუღება
სპილენძის მასალების შედუღება შედარებით ადვილია მათი ოქსიდების სტაბილურობის გამო. სქელი სპილენძის ავტობუსები, როგორიცაა ენერგოსისტემებში გამოყენებული, საჭიროებს წინააღმდეგობის დიფუზიურ შედუღებას მისი მაღალი გათბობის ეფექტურობის გამო. მათი სისქე შეიძლება იყოს 50 მმ-მდე, შედუღების ფართობი 200x200 მმ. უფრო თხელი ავტობუსები, როგორიცაა ელექტრო მანქანებში გამოყენებული, ჩვეულებრივ 3 მმ სისქით, შედუღების ფართობით 25x50 მმ, შეუძლიათ გამოიყენონ წინააღმდეგობა ან მაღალი სიხშირის დიფუზიური შედუღება.
ალუმინის ავტობუსები უფრო რთულია ალუმინის დნობის წერტილის (670°C) და ალუმინის ოქსიდის გაცილებით მაღალი დნობის წერტილის გამო (2000°C). ალუმინისთვის, ჩვეულებრივ, გამოიყენება მაღალი სიხშირის დიფუზიური შედუღება, მასალა წინასწარ გაწმენდილია ოქსიდების მოსაშორებლად. დიფუზიის ტემპერატურა ჩვეულებრივ დაყენებულია 600°C-ზე ქვემოთ.
სპილენძ-ნიკელის ავტობუსები შედგება სპილენძის ფოლგის მრავალი ფენისგან, ნიკელის კილიტის საფარით აცვიათ და კოროზიის წინააღმდეგობისთვის. მაღალი სიხშირის დიფუზიური შედუღება ჩვეულებრივ გამოიყენება სპილენძსა და ნიკელს შორის ელექტრული წინააღმდეგობის დიდი განსხვავების მოსაგვარებლად. კომპოზიტური ზოლები, როგორიცაა სპილენძი გრაფენთან ერთად, საჭიროებს მაღალი სიხშირის დიფუზიურ შედუღებას გათბობის პროცესის ზუსტად გასაკონტროლებლად და დიფუზიის მიღწევისას საბაზისო მასალების დაზიანების თავიდან ასაცილებლად.
წნევის მეთოდები სატუმბი დიფუზიური შედუღებისასმანქანა
დიფუზიური შედუღება მოითხოვს მაღალ წნევას, რომლის გამოყენება შესაძლებელია ჰაერ-თხევადი გამაძლიერებლების, ჰიდრავლიკური სისტემების ან სერვო სისტემების გამოყენებით. ტრადიციული მეთოდები ძირითადად იყენებენ ჰიდრავლიკურ სისტემებს მათი სტაბილური გამომუშავებისა და მაღალი ძალისთვის. დღესდღეობით, სერვო დაწნეხვა სულ უფრო პოპულარული ხდება წნევის ზუსტი კონტროლისა და რეგულირებადი გადაადგილების გამო, რაც უზრუნველყოფს მაღალი სიზუსტის შედუღებამდე პროდუქტის ზომებს.
დასკვნა
ეს არის Busbar დიფუზიური შედუღების მოკლე მიმოხილვა. თუ თქვენ ეძებთ შედუღების სწორ მეთოდს Busbars-ისთვის, ამ სტატიაში უნდა მოგაწოდოთ რამდენიმე პასუხი. შედუღების ტექნოლოგიის უწყვეტი განვითარებით, უფრო ინოვაციური ტექნიკა მიიღება თანამედროვე საზოგადოების მოთხოვნების დასაკმაყოფილებლად.
გამოქვეყნების დრო: სექ-20-2024




