


ADB-260 MFDC ເຄື່ອງເຊື່ອມຈຸດ
 ສົ່ງອີເມວຫາພວກເຮົາ
ສົ່ງອີເມວຫາພວກເຮົາ
ແນະນຳຜະລິດຕະພັນ
ແນະນຳຜະລິດຕະພັນ
-
01 ປະສິດທິພາບສາມາດສະກັດກັ້ນການເຊື່ອມໂລຫະ spatter ແລະໄດ້ຮັບຜົນການເຊື່ອມໂລຫະທີ່ຫມັ້ນຄົງແລະມີຄຸນນະພາບສູງ
ການສະຫນອງຄວາມຮ້ອນຢ່າງຕໍ່ເນື່ອງທີ່ຜະລິດໂດຍກະແສຜົນຜະລິດຮາບພຽງຂອງເຄື່ອງເຊື່ອມຄວາມຖີ່ລະດັບປານກາງເຮັດໃຫ້ອຸນຫະພູມຂອງ Nugget ເພີ່ມຂຶ້ນຢ່າງຕໍ່ເນື່ອງ. ໃນເວລາດຽວກັນ, ການຄວບຄຸມທີ່ຊັດເຈນຂອງເປີ້ນພູທີ່ເພີ່ມຂຶ້ນໃນປະຈຸບັນແລະເວລາຈະບໍ່ເຮັດໃຫ້ເກີດ spatter ເນື່ອງຈາກການກະໂດດຄວາມຮ້ອນແລະເວລາທີ່ບໍ່ສາມາດຄວບຄຸມໄດ້ໃນປະຈຸບັນເພີ່ມຂຶ້ນ. ຜະລິດ.
-
02 ເວລາເປີດໄຟສັ້ນ, ປະສິດທິພາບຄວາມຮ້ອນສູງ, ຮູບຮ່າງການເຊື່ອມໂລຫະທີ່ສວຍງາມ
welder ຈຸດ inverter ຄວາມຖີ່ລະດັບປານກາງມີຜົນຜະລິດການເຊື່ອມໂລຫະໃນປະຈຸບັນ, ທີ່ຮັບປະກັນການສະຫນອງປະສິດທິພາບສູງແລະຢ່າງຕໍ່ເນື່ອງຂອງຄວາມຮ້ອນການເຊື່ອມ. ແລະເວລາເປີດໄຟຟ້າແມ່ນສັ້ນ, ເຖິງລະດັບ ms, ເຊິ່ງເຮັດໃຫ້ເຂດທີ່ໄດ້ຮັບຜົນກະທົບຈາກຄວາມຮ້ອນຂອງການເຊື່ອມໂລຫະມີຂະຫນາດນ້ອຍ, ແລະຂໍ້ຕໍ່ solder ໄດ້ຖືກສ້າງຕັ້ງຂຶ້ນຢ່າງສວຍງາມ.
-
03 ຄວາມແມ່ນຍໍາຂອງການຄວບຄຸມສູງ
ເນື່ອງຈາກຄວາມຖີ່ຂອງການເຮັດວຽກສູງ (ປົກກະຕິແລ້ວ 1-4KHz) ຂອງເຄື່ອງເຊື່ອມຈຸດຄວາມຖີ່ລະດັບປານກາງ, ຄວາມຖືກຕ້ອງຂອງການຄວບຄຸມຄວາມຄິດເຫັນແມ່ນ 20-80 ເທົ່າຂອງເຄື່ອງເຊື່ອມຈຸດ AC ທົ່ວໄປແລະເຄື່ອງເຊື່ອມຈຸດ rectification ຮອງ, ແລະການຄວບຄຸມຜົນຜະລິດທີ່ສອດຄ້ອງກັນ. ຄວາມຖືກຕ້ອງແມ່ນສູງຫຼາຍ.
-
04 ການປະຫຍັດພະລັງງານ
ການປະຫຍັດພະລັງງານ. ເນື່ອງຈາກປະສິດທິພາບຄວາມຮ້ອນສູງ, ການຫັນເປັນການເຊື່ອມໂລຫະຂະຫນາດນ້ອຍແລະການສູນເສຍທາດເຫຼັກຂະຫນາດນ້ອຍ, ເຄື່ອງເຊື່ອມ inverter ສາມາດປະຫຍັດພະລັງງານຫຼາຍກ່ວາ 30% ເຄື່ອງເຊື່ອມ AC ແລະ rectification ຈຸດຮອງເຄື່ອງເຊື່ອມໃນເວລາທີ່ການເຊື່ອມໂລຫະ workpiece ດຽວກັນ.
-
05 ເຄື່ອງເຊື່ອມ Inverter ຈຸດແມ່ນເຫມາະສົມສໍາລັບການດຸ່ນດ່ຽງການສະຫນອງພະລັງງານຕາຂ່າຍໄຟຟ້າ, ໂດຍບໍ່ມີການອຸປະກອນການຊົດເຊີຍພະລັງງານ
ມັນຖືກນໍາໃຊ້ສໍາລັບການເຊື່ອມໂລຫະຈຸດແລະການເຊື່ອມໂລຫະຫມາກແຫ້ງເປືອກແຂງຂອງເຫຼັກທີ່ມີຄວາມເຂັ້ມແຂງສູງແລະເຫຼັກປະກອບຮ້ອນໃນອຸດສາຫະກໍາການຜະລິດລົດຍົນ, ການເຊື່ອມໂລຫະຈຸດແລະການເຊື່ອມໂລຫະການຄາດຄະເນຫຼາຍຈຸດຂອງແຜ່ນເຫຼັກກາກບອນຕ່ໍາປະຊຸມສະໄຫມ, ແຜ່ນສະແຕນເລດ, ແຜ່ນ galvanized, ແຜ່ນອາລູມິນຽມ, ຄວາມຕ້ານທານ brazing ແລະການເຊື່ອມຈຸດຂອງສາຍທອງແດງໃນອຸດສາຫະກໍາໄຟຟ້າແຮງດັນສູງແລະຕ່ໍາ, ການເຊື່ອມໂລຫະຈຸດເງິນ, ການເຊື່ອມໂລຫະແຜ່ນທອງແດງ, ການເຊື່ອມໂລຫະຈຸດເງິນ, ແລະອື່ນໆ.













ລາຍລະອຽດ Welder
ລາຍລະອຽດ Welder

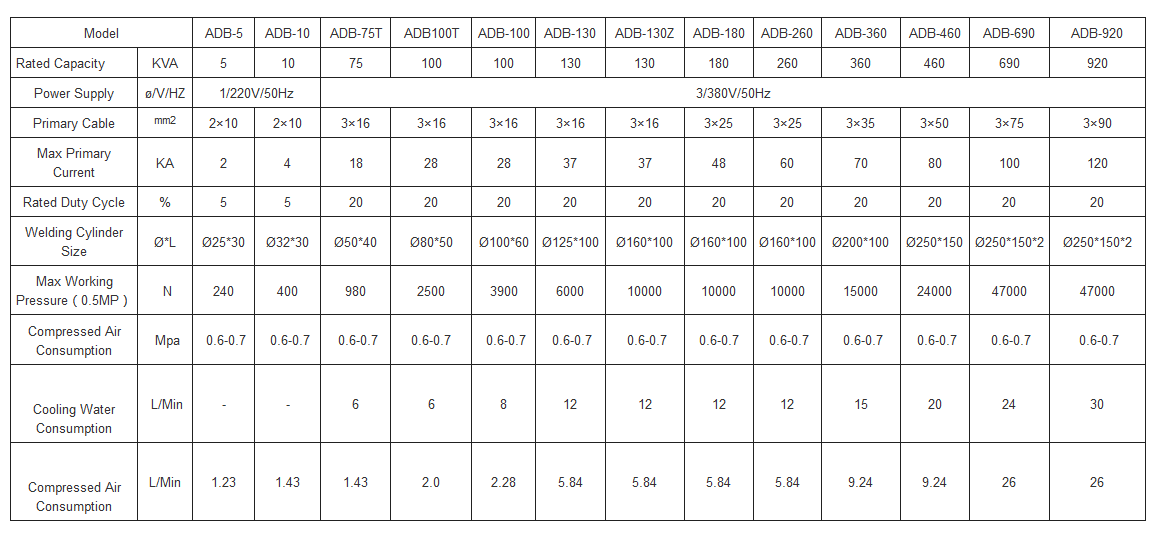
ຕົວກໍານົດການເຊື່ອມ
ຕົວກໍານົດການເຊື່ອມ
ຂະບວນການທີ່ກໍາຫນົດເອງ
ຂະບວນການທີ່ກໍາຫນົດເອງ










ກໍລະນີທີ່ປະສົບຜົນສໍາເລັດ
ກໍລະນີທີ່ປະສົບຜົນສໍາເລັດ




ລະບົບຫຼັງການຂາຍ
ລະບົບຫຼັງການຂາຍ
-
20+ປີ
ທີມງານບໍລິການ
ຖືກຕ້ອງແລະເປັນມືອາຊີບ -
24hx7
ບໍລິການອອນໄລນ໌
ບໍ່ຕ້ອງກັງວົນຫລັງການຂາຍຫລັງການຂາຍ -
ຟຣີ
ການສະຫນອງ
ການຝຶກອົບຮົມດ້ານວິຊາການຢ່າງເສລີ.



ຄູ່ຮ່ວມງານ
ຄູ່ຮ່ວມງານ




















FAQ ຂອງ Welder
FAQ ຂອງ Welder
- Q: ເຮັດແນວໃດເພື່ອຮັບປະກັນຄວາມປອດໄພຂອງເຄື່ອງເຊື່ອມຈຸດ?
A: ຂັ້ນຕອນການເຮັດວຽກທີ່ປອດໄພຕ້ອງຖືກປະຕິບັດຕາມໃນເວລາທີ່ປະຕິບັດການເຊື່ອມໂລຫະຈຸດ, ລວມທັງການໃສ່ອຸປະກອນຄວາມປອດໄພ, ໃຫ້ແນ່ໃຈວ່າອຸປະກອນເຮັດວຽກຢ່າງຖືກຕ້ອງ, ແລະຫຼີກເວັ້ນການສໍາຜັດກັບສາຍໄຟ.
- ຖາມ: ຜູ້ເຊື່ອມໂລຫະຈຸດຕ້ອງການການບໍາລຸງຮັກສາປົກກະຕິບໍ?
A: ແມ່ນແລ້ວ, ການບໍາລຸງຮັກສາເປັນປົກກະຕິຈະເຮັດໃຫ້ເຄື່ອງເຊື່ອມຈຸດຂອງທ່ານເຮັດວຽກທີ່ດີທີ່ສຸດແລະຍືດອາຍຸອຸປະກອນຂອງເຈົ້າ.
- Q: ການບໍາລຸງຮັກສາເຄື່ອງເຊື່ອມຈຸດປະກອບມີຫຍັງແດ່?
A: ການບໍາລຸງຮັກສາເຄື່ອງເຊື່ອມຈຸດປະກອບມີການເຮັດຄວາມສະອາດອຸປະກອນ, ການປ່ຽນຊິ້ນສ່ວນທີ່ສວມໃສ່, ກວດເບິ່ງສາຍໄຟຟ້າແລະສາຍໄຟ, ແລະກວດເບິ່ງສະຖານະການເຮັດວຽກຂອງອຸປະກອນເປັນແຕ່ລະໄລຍະ.
- ຖາມ: ຂ້ອຍຕ້ອງການ electrode ໃດສໍາລັບເຄື່ອງເຊື່ອມຈຸດ?
A: ການເລືອກ electrodes ຄວນຖືກກໍານົດຕາມປະເພດແລະວັດສະດຸຂອງໂຄງການເຊື່ອມ.
- Q: ວິທີການຈັດການກັບການສວມໃສ່ຂອງ electrode ໃນລະຫວ່າງການນໍາໃຊ້ເຄື່ອງເຊື່ອມຈຸດ?
A: ໃນເວລາທີ່ electrode ແມ່ນ worn ອອກ, ມັນຄວນຈະໄດ້ຮັບການທົດແທນໃນເວລາເພື່ອຮັບປະກັນການດໍາເນີນງານທີ່ດີທີ່ສຸດຂອງອຸປະກອນ.
- Q: ວິທີການເລືອກຄວາມກົດດັນທີ່ເຫມາະສົມຂອງເຄື່ອງເຊື່ອມຈຸດ?
A: ຄວາມກົດດັນທີ່ເຫມາະສົມຄວນຈະຖືກກໍານົດຕາມປະເພດແລະວັດສະດຸຂອງໂຄງການການເຊື່ອມໂລຫະເພື່ອຮັບປະກັນຜົນໄດ້ຮັບການເຊື່ອມໂລຫະທີ່ດີທີ່ສຸດ.




