


Metāla lokšņu metināšana ir būtiska dažādu metāla izstrādājumu ražošanas procesa sastāvdaļa. Punkta metināšana tiek plaši izmantota automobiļu ražošanas nozarē, sadzīves tehnikas aparatūras rūpniecībā un lokšņu metāla kārbu rūpniecībā. Mūsdienu tehnoloģijas pieprasa arvien augstāku metināšanas kvalitāti. Šajā rakstā mēs detalizēti izskaidrosim punktmetināšanas procesu un apspriedīsim tā priekšrocībaspunktveida metināšanaautomobiļu rūpniecībā.
Kas ir punktmetināšana
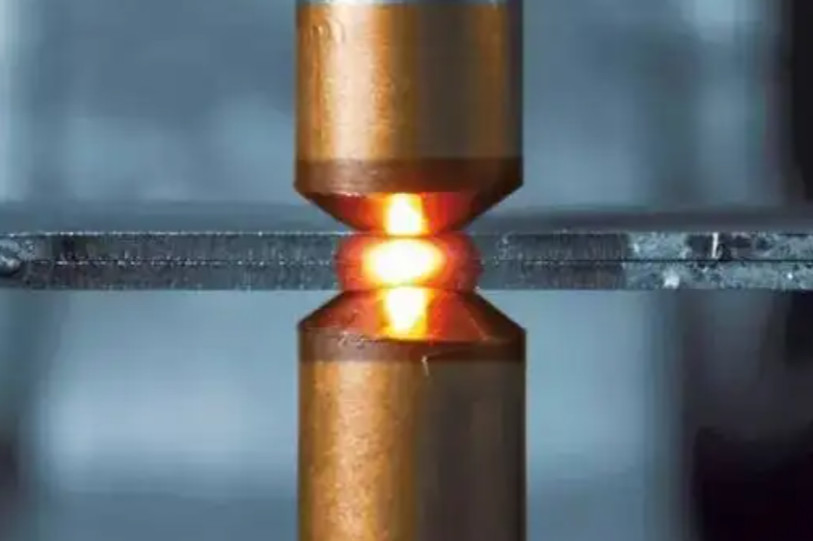
Punkta metināšana ir veidspretestības metināšana. Tas ietver divu apstrādājamo detaļu novietošanu starp augšējo un apakšējo elektrodu, to karsēšanu ar elektrisko strāvu un spiediena pielietošanu, lai izveidotu plastmasas stāvokli apstrādājamo detaļu saskares virsmā, ļaujot tām savienoties kopā. Tās princips ir vienkāršs: vadot elektrību caur diviem vara elektrodiem, pretestība palielina apstrādājamo detaļu temperatūru, izraisot to kušanu un sasaisti kopā. Tāpēc to sauc arī par pretestības metināšanu. Salīdzinot ar citiemmetināšanas procesi, punktmetināšanai nav nepieciešams pievienot metināšanas materiālu, un darbība ir vienkārša.
Kā pamanīt metināšanu?
1: sagataves virsmas tīrīšana
Punktu metināšanai parasti izmantotie materiāli
Alumīnijs: Alumīnijs ir ļoti izplatīts punktmetināšanā, īpaši automobiļu rūpniecībā, kur tā vieglās īpašības var aizstāt stingras konstrukcijas. Tomēr alumīnija metināšana ir sarežģītāka tā augstās vadītspējas dēļ, kas prasa apmēram divas reizes lielāku strāvu nekā parastiem materiāliem. Tāpēc, metinot alumīniju, jāizvēlas iekārtas ar lielāku jaudu.
Tērauds: Tērauds ir visizplatītākais materiāls punktmetināšanā. Tas ir ciets materiāls, un daudzās automobiļu detaļās tiek izmantots tērauds. Punkta metināšanu parasti izmanto automašīnu virsbūvju un stingru uzgriežņu detaļu metināšanai.
Varš: Vara punktmetināšanai nepieciešama īpaša tehnika. Varam ir augsta siltumvadītspēja un elektriskā vadītspēja, tāpēc tas var pielipt pie elektrodiem. Tāpēc mēs izvēlamies volframa vai molibdēna elektrodus. Metināšanas laikā starp abām sagatavēm jāpievieno cietlodēšanas materiāls, tāpēc parasti izmanto vara cietlodi.
Cinkots tērauds: Cinkota tērauda metināšana ir grūtāka nekā tērauda metināšana, jo nepieciešama lielāka strāva. Cinkota pārklājuma kušanas temperatūra ir zemāka nekā tēraudam, tāpēc metināšanas laikā tas viegli pārplūst un veido šļakatas.
Apstrādājamo priekšmetu virsmas tīrīšana
Pirms metināšanas ir svarīgi pārbaudīt, vai sagatavēm nav rūsas vai oksidācijas. Ja tā notiek, sagataves ir jāapstrādā. Lai virsmu padarītu gludu, varat izmantot smilšpapīru vai dzirnaviņas. Pretējā gadījumā būs daudz šļakatu, kas var ietekmēt metināšanas kvalitāti.
2: Apsveriet 4 mainīgos lielumus pirms metināšanas un parametru iestatīšanas
Spiediens
Izšķiroša nozīme ir atbilstoša spiediena izvēlei. Ja elektroda spiediens ir pārāk augsts vai pārāk zems, tas var vājināt metinājuma stiprību un palielināt tās izkliedi. Metinot, iestatot spiedienu, ir svarīgi ņemt vērā sagataves īpašības.
Metināšanas laiks
Atbilstoša metināšanas laika iestatīšana ir ļoti svarīga. Ja metināšanas laiks ir pārāk īss, sagatave var neizkausēt pietiekami, lai atbilstu metināšanas prasībām. No otras puses, ja metināšanas laiks ir pārāk garš, sagatavei ir tendence deformēties, kā rezultātā rodas lielākas metināšanas pēdas.
Metināšanas strāva
Metināšanas strāva un laiks viens otru papildina, taču arī tiem ir savas robežas. Pareiza līdzsvara atrašana starp abiem ir galvenais, lai izveidotu perfektas metinājuma šuves.
3: punktmetināšanas iekārta
Punkta metināšanai nepieciešamais aprīkojums ir apunktmetināšanas iekārta, kas ir pieejams dažādos modeļos. Pareiza punktmetināšanas iekārtas izvēle ir atkarīga no sagataves īpašībām un metināšanas prasībām. Piemēram, ja vēlaties sametināt kopā divas 2 mm nerūsējošā tērauda plāksnes, lai sasniegtu nepieciešamo pamatmateriāla izturību, jums būs jāizvēlas punktmetināšanas iekārta ar lielāku jaudu. To var paveikt standarta punktmetināšanas iekārta ar 130KVA. Tomēr, ja jums ir nepieciešams metināt 2 mm biezas alumīnija plāksnes, jums būs nepieciešama standarta punktmetināšanas iekārta ar 260 KVA.
4: novietojiet sagatavi starp elektrodiem un sāciet metināšanu
Kad esat izvēlējies piemērotu punktmetināšanas iekārtu, ir pienācis laiks sākt metināšanu. Pēc barošanas avota pievienošanas un parametru regulēšanas novietojiet sagatavoto sagatavi starp abiemelektrodu vāciņš. Nospiediet kājas pedāļa pogu, un elektrodi nospiedīsies, sasildot un saspiežot sagataves, tādējādi savienojot abu sagatavju kontaktpunktus.
5: lobīšanās pārbaude pēc metināšanas
Pēc sagataves metināšanas ir grūti novērtēt metinājuma stiprību tikai ar neapbruņotu aci. Tieši tad jums ir jāizmanto instrumenti, lai pārbaudītu metinājuma stiprību. Pīlinga pārbaude ir lieliska metode. Atdalīšanas pārbaudes laikā ievērojiet maksimālo stiepes spēku, kas sasniegts, nolobot apstrādājamo priekšmetu. Dažām sagatavēm ir īpašas prasības šai vērtībai, lai uzskatītu, ka metināšana ir pieņemama.
Punktmetināšanas priekšrocības automobiļu rūpniecībā
Cietas un ilgstošas locītavas
Detaļas, kas metinātas, izmantojot pretestības metināšanu, rada stiprus un izturīgus savienojumus. Šādi izgatavoti izstrādājumi ir izturīgi un stabili, kas ir ļoti svarīgi automobiļu rūpniecībā. Piemēram, ja uzgrieznis nav droši metināts, tas var izraisīt negadījumus uz ceļa. Precizitāte un uzticamība ir vissvarīgākie automobiļu nozarē, kur pat mazākā kļūda ir nepieņemama. Tāpēc pretestības metināšanai ir izšķiroša nozīme, lai nodrošinātu atbilstību šiem standartiem.
Viendabīgums locītavās
Metinot automobiļu detaļas, ir svarīgi ne tikai, lai metinātās šuves būtu izturīgas, bet arī, lai metinātie izstrādājumi izskatītos estētiski pievilcīgi. Pretestības metināšana var sasniegt šo prasību. Īpaši automašīnas virsbūves metināšanai katram metinājuma punktam jābūt neuzkrītošam, jo tas ietekmē turpmāko apstrādi un transportlīdzekļa kopējo izskatu.
Atšķirīgu materiālu savienošana
Pretestības metināšana ir piemērota arī atšķirīgu materiālu metināšanai. Automobiļu rūpniecībā ir komponenti, kur dažādi metāli ir jāsavieno kopā. Šeit noder pretestības metināšana, jo tā var savienot dažādus materiālus, piemēram, tēraudu un alumīniju.
Metināšanas ātrums
Pretestības metināšanai nav nepieciešama pildviela. Tas ir ātrāks mazu detaļu metināšanai. Automobiļu rūpniecībā, kur pārsvarā tiek metinātas mazas detaļas, process ir ātri un viegli automatizējams, ietaupot darbaspēku un paaugstinot metināšanas efektivitāti.
Atkārtojamība
Tā kā tā ir piemērota atkārtotu izstrādājumu metināšanai, pretestības metināšanai, pārejot uz dažādām specifikācijām, var būt jāpielāgo parametri un aprīkojums. Tādējādi tas ir vairāk piemērots liela apjoma izstrādājumu metināšanai. Automobiļu komponenti tieši šīs īpašības dēļ uzskata, ka pretestības metināšana ir īpaši piemērota automobiļu rūpniecībai.
Mūsdienu rūpniecības nozarēs arvien plašāk tiek izmantota pretestības metināšana. Tā tehnoloģija tiek nepārtraukti atjaunināta, lai pielāgotos rūpniecības attīstībai, virzoties uz automatizāciju. Lai uzzinātu vairāk par pretestības metināšanu, lūdzu, sekojiet mūsu atjauninājumiem.
FAQ:
1、Kādu metināšanas metodi man vajadzētu izmantot, lai metinātu nerūsējošā tērauda eļļas mucu, kas ir cieši jānoslēdz?
Hermētiskām prasībām varat izmantot šuvju metināšanu, ašuvju metinātājsvar to izdarīt.
2、Kāda veida metināšanas iekārta parasti tiek izmantota automašīnu virsbūves daļām?
Parasti izmanto automašīnu virsbūvesvietasmetināšanas pistole, kas ir elastīgi un viegli automatizējami.
3、Kāds jaudas punktmetinātājs ir nepieciešams 2 mm bieza nerūsējošā tērauda metināšanai?
130kVA punktmetināšanaing mašīnadarbosies labi.
4、Kā piemetināt M8 uzgriezni pie 2 mm oglekļa tērauda plāksnes?
Varat izmantot projekcijas šuviing mašīna.
5、Kā pielāgot punktmetināšanas parametrus?
Pielāgojiet parametrus, pamatojoties uz jūsu sagataves specifikācijām un metināšanas prasībām.
6、Kātopunktmetināšana bez metinātāja?
Jūs varat izmantot robotu automatizētai iekraušanai un metināšanai.
7、Kātometināt alumīniju?
Alumīnijam ir zems kušanas punkts, tāpēc jums ir nepieciešama lielāka jauda. AMFDCvar izmantot punktmetinātāju.
Izsūtīšanas laiks: 30. maijs 2024




