


ADB-260 MFDC машина за заварување на место
 Испратете ни е-пошта
Испратете ни е-пошта
Вовед во производ
Вовед во производ
-
01 Може ефикасно да го потисне прскањето на заварувањето и да добие стабилни и висококвалитетни резултати од заварувањето
Континуираното снабдување со топлина генерирано од рамната излезна струја на машината за заварување со средна фреквенција прави температурата на грутката постојано да расте. Во исто време, прецизната контрола на тековниот нагорен наклон и времето нема да предизвикаат прскање поради топлинските скокови и неконтролираното време на растење на струјата. Производство.
-
02 Кратко време на вклучување, висока термичка ефикасност, убава форма на заварување
Заварувачот на место со инвертер со средна фреквенција има рамна излезна струја за заварување, што обезбедува високоефикасно и континуирано снабдување со топлина за заварување. А, времето за вклучување е кратко, достигнувајќи го нивото на ms, што ја прави мала зоната погодена од топлината на заварувањето, а зглобовите за лемење се формираат убаво.
-
03 Висока прецизност на контролата
Поради високата работна фреквенција (обично 1-4 KHz) на машината за заварување на место со средна фреквенција, точноста на контролата на повратните информации е 20-80 пати поголема од онаа на општата машина за заварување со наизменична струја и секундарната машина за заварување на место за исправување и соодветната контрола на излезот точноста е исто така многу висока.
-
04 Заштеда на енергија
заштеда на енергија. Поради високата термичка ефикасност, малиот трансформатор за заварување и малата загуба на железо, машината за заварување со инвертер може да заштеди повеќе од 30% енергија од машината за заварување со наизменична струја и секундарната машина за заварување на место за исправување при заварување на истото работно парче.
-
05 Машината за заварување со инвертер на самото место е погодна за рамнотежа на мрежното напојување, без опрема за компензација на моќност
Се користи за заварување на место и заварување со проекција на навртки на високоцврст челик и топло формиран челик во автомобилската индустрија, заварување на место и проекционо заварување со повеќе точки на обична нискојаглеродна челична плоча, плоча од нерѓосувачки челик, галванизирана плоча, алуминиумска плоча, отпорно лемење и точкаст заварување на бакарна жица во високонапонска и нисконапонска електрична индустрија, заварување со сребрена точка, бакарна плоча лемење, композитно заварување со сребрена точка итн.
Примероци за заварување
Примероци за заварување













Детали за заварувач
Детали за заварувач

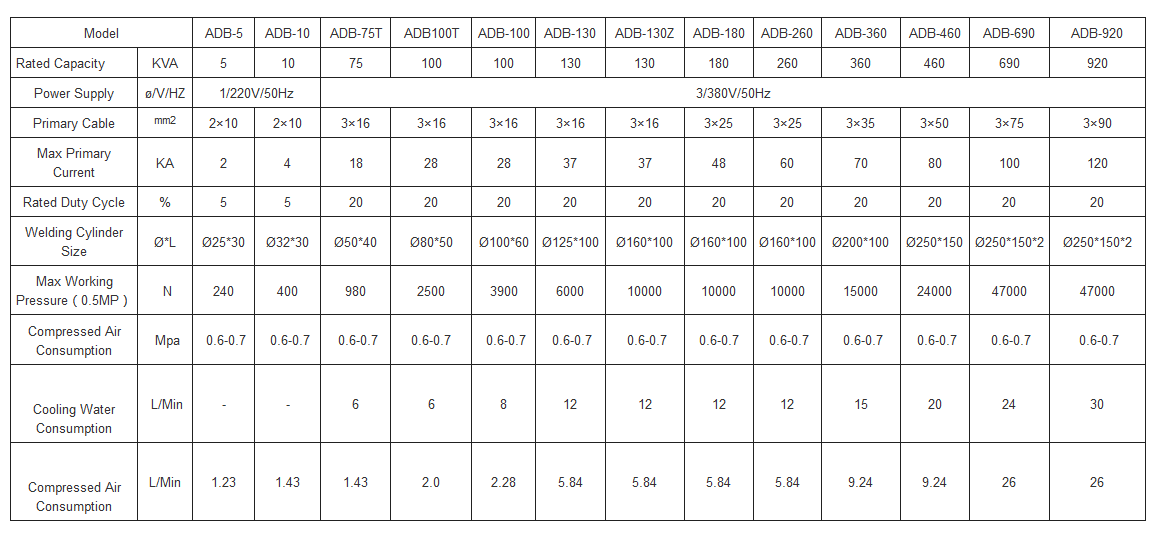
Параметри за заварување
Параметри за заварување
Прилагоден процес
Прилагоден процес










Успешни случаи
Успешни случаи




Систем по продажбата
Систем по продажбата
-
20+ Години
сервисен тим
Точни и професионални -
24hx7
услуга онлајн
Не грижете се по продажбата по продажбата -
Бесплатно
Набавка
техничка обука слободно.



Партнер
Партнер




















ЧПП за заварувач
ЧПП за заварувач
- П: Како да се осигура безбедноста на машината за заварување на самото место?
О: Потребно е да се почитуваат безбедни работни процедури кога ракувате со заварувач на место, вклучително и носење заштитна опрема, обезбедување дека опремата функционира правилно и избегнување допирање на откриените жици.
- П: Дали на заварувачите на место им треба редовно одржување?
О: Да, редовното одржување ќе го одржи вашиот заварувач на место да работи најдобро и ќе го продолжи животниот век на вашата опрема.
- П: Што вклучува одржувањето на машината за заварување на самото место?
О: Одржувањето на место за заварувач вклучува чистење на опремата, замена на истрошените делови, проверка на електричните и напојувачките кабли и периодично проверување на работниот статус на опремата.
- П: Која електрода ми е потребна за заварувач на место?
О: Изборот на електроди треба да се одреди според видот и материјалот на проектот за заварување.
- П: Како да се справите со абењето на електродата за време на употребата на машината за заварување на место?
О: Кога електродата е истрошена, треба да се замени навреме за да се обезбеди најдобра работа на опремата.
- П: Како да се избере соодветен притисок на машината за заварување на место?
О: Правилниот притисок треба да се одреди според видот и материјалот на проектот за заварување за да се обезбедат најдобри резултати од заварувањето.




