


Заварувањето со лимови е клучен дел од процесот на производство на различни метални производи. Местото заварување е широко користено во автомобилската индустрија, хардверската индустрија за апарати за домаќинство и индустријата за лимови кутии. Модерната технологија бара сè повисок квалитет на заварување. Во оваа статија, детално ќе го објасниме процесот на заварување на самото место и ќе разговараме за предностите наместо заварувањево автомобилската индустрија.
Што е заварување на место
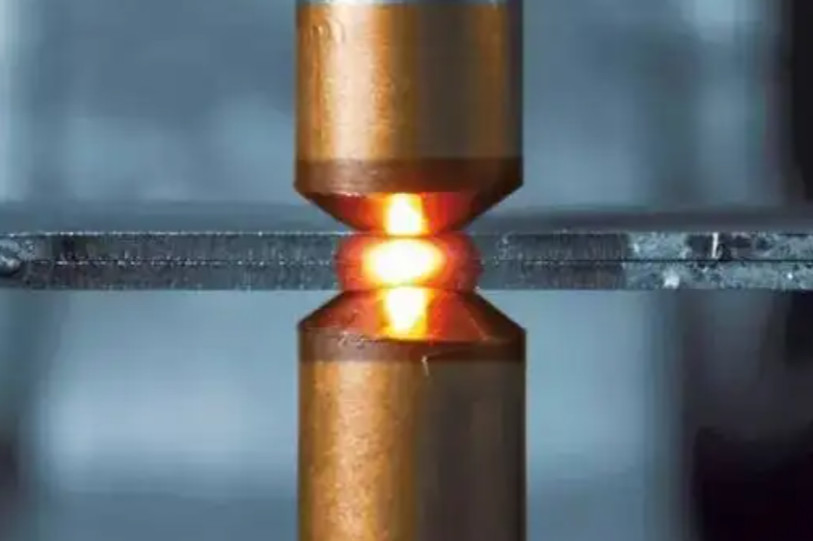
Место заварување е еден вид наотпорно заварување. Тоа вклучува поставување на две работни парчиња помеѓу горните и долните електроди, нивно загревање со електрична струја и примена на притисок за да се создаде пластична состојба на контактната површина на работните парчиња, овозможувајќи им да се спојат заедно. Неговиот принцип е едноставен: со спроведување на електрична енергија преку две бакарни електроди, отпорот ја зголемува температурата на работните парчиња, предизвикувајќи нивно топење и поврзување заедно. Затоа се нарекува и отпорно заварување. Во споредба со другитепроцеси на заварување, заварувањето на самото место не бара додавање материјал за заварување, а операцијата е едноставна.
Како да се забележи заварување?
1: Чистење на површината на работното парче
Материјали за заварување на самото место
Алуминиум: Алуминиумот е многу чест при заварување на место, особено во автомобилската индустрија, каде што неговите лесни карактеристики можат да ги заменат крутите структури. Сепак, заварувањето на алуминиум е поголем предизвик поради неговата висока спроводливост, што бара околу двапати поголема струја од обичните материјали. Затоа, кога заварувате алуминиум, мора да изберете опрема со поголема моќност.
Челик: Челикот е најчестиот материјал при заварување на место. Тоа е тврд материјал, а многу автомобилски компоненти користат челик. Заварувањето на самото место обично се користи за заварување на каросеријата на автомобилот и цврстите компоненти на навртката.
Бакар: Место заварување бакар бара посебни техники. Бакарот има висока топлинска и електрична спроводливост, што го прави склон кон лепење на електродите. Затоа, избираме електроди од волфрам или молибден. За време на заварувањето, треба да се додаде материјал за лемење помеѓу двете работни парчиња, така што најчесто се користи бакарно лемење.
Поцинкуван челик: Заварувањето на галванизиран челик е потешко од заварувањето на челик, затоа што бара поголема струја. Точката на топење на галванизираниот слој е пониска од онаа на челикот, така што лесно се прелева и се формира прскање при заварување.
Чистење на површината на работното парче
Пред заварување, важно е да проверите дали работните парчиња имаат 'рѓа или оксидација. Ако го сторат тоа, работните парчиња треба да се третираат. Можете да користите шкурка или мелница за да ја направите површината мазна. Во спротивно, ќе има многу прскање, што може да влијае на квалитетот на заварувањето.
2: Да се разгледаат 4 променливи пред заварување и поставување параметри
Притисок
Клучно е да се избере соодветен притисок. Ако притисокот на електродата е превисок или премногу низок, може да ја ослабне јачината на заварот и да ја зголеми неговата дисперзија. Кога се заварува, важно е да се земат предвид карактеристиките на работното парче кога се поставува притисокот.
Време на заварување
Поставувањето на соодветното време на заварување е од клучно значење. Ако времето на заварување е прекратко, работното парче може да не се стопи доволно за да ги исполни барањата за заварување. Од друга страна, ако времето на заварување е премногу долго, работното парче е подложно на деформација, што резултира со поголеми траги од заварување.
Струја на заварување
Струјата и времето на заварување се надополнуваат, но имаат и свои граници. Пронаоѓањето на вистинската рамнотежа помеѓу двете е клучно за производство на совршени завари.
3: Машина за заварување на место
Опремата потребна за заварување на место е aмашина за заварување на место, кој доаѓа во различни модели. Изборот на вистинската машина за заварување на место зависи од карактеристиките на работното парче и барањата за заварување. На пример, ако сакате да заварите две плочи од нерѓосувачки челик од 2 мм за да ја постигнете потребната јачина на основниот материјал, ќе треба да изберете машина за заварување на место со поголема моќност. Стандардна машина за заварување на место со 130KVA може да го постигне ова. Меѓутоа, ако треба да заварите алуминиумски плочи со дебелина од 2 мм, ќе ви треба стандардна машина за заварување на место со 260 KVA.
4: Ставете го работното парче помеѓу електродите и започнете со заварување
Откако ќе изберете соодветна машина за заварување на место, време е да започнете со заварување. Откако ќе го поврзете напојувањето и ќе ги прилагодите параметрите, поставете го подготвеното работно парче помеѓу дветекапа на електрода. Притиснете го копчето за ножната педала и електродите ќе се притиснат надолу, загревајќи ги и компресирајќи ги работните парчиња, со што ќе ги поврзете точките за контакт на двете работни парчиња заедно.
5: Тест за лупење после заварување
По заварувањето на работното парче, тешко е да се процени јачината на заварот само со голо око. Тоа е моментот кога треба да користите алатки за да ја тестирате цврстината на заварот. Тестирањето со пилинг е одличен метод. За време на тестирањето на лупењето, набљудувајте ја максималната сила на истегнување постигната при лупење на работното парче. Некои работни парчиња имаат специфични барања за оваа вредност за да се смета дека заварот е прифатлив.
Придобивките од самото заварување за автомобилската индустрија
Цврсти и долготрајни зглобови
Деловите заварени со отпорно заварување создаваат силни и издржливи споеви. Производите направени на овој начин се цврсти и стабилни, што е од клучно значење во автомобилската индустрија. На пример, ако навртката не е безбедно заварена, тоа може да доведе до несреќи на патот. Прецизноста и доверливоста се најважни во автомобилскиот сектор, каде што и најмала грешка е неприфатлива. Затоа, отпорното заварување игра клучна улога во обезбедувањето на исполнување на овие стандарди.
Униформност во зглобовите
При заварување на автомобилски компоненти, не е важно само заварите да бидат силни, туку и заварените производи да изгледаат естетски пријатно. Заварувањето со отпор може да го постигне ова барање. Особено за заварување на каросеријата на автомобилот, секоја точка на заварување треба да биде незабележлива, бидејќи тоа влијае на последователната обработка и целокупниот изглед на возилото.
Спојување на различни материјали
Отпорното заварување е погодно и за заварување на различни материјали. Во автомобилската индустрија, постојат компоненти каде што треба да се спојат различни метали. Ова е местото каде што е добро заварувањето со отпор, бидејќи може да спои различни материјали, како што се челик и алуминиум.
Брзина на заварување
За заварување со отпор не е потребна жица за полнење. Побрзо е за заварување мали делови. Во автомобилската индустрија, каде што се заваруваат претежно мали компоненти, процесот е брз и лесно автоматизиран, со што се заштедува работна сила и се зголемува ефикасноста на заварувањето.
Повторливост
Поради неговата соодветност за заварување повторливи производи, заварувањето со отпор може да бара прилагодување на параметрите и опремата кога се префрла на различни спецификации. Оттука, тој е посоодветен за заварување производи со голем волумен. Автомобилските компоненти, токму поради оваа карактеристика, сметаат дека заварувањето со отпор е особено погодно за автомобилската индустрија.
Отпорното заварување се повеќе се користи во денешните индустриски сектори. Неговата технологија постојано се ажурира за да се прилагоди на индустрискиот развој, придвижувајќи се кон автоматизација. За да дознаете повеќе за отпорно заварување, ве молиме следете ги нашите ажурирања.
ЧПП:
1,Кој метод на заварување треба да го користам за заварување барабан за масло од не'рѓосувачки челик кој треба да биде цврсто затворен?
За херметички барања, можете да го користите заварувањето со шевови, aцвест заварувачможе да го направи тоа.
2,Каков вид на машина за заварување обично се користи за делови од каросеријата на автомобилот?
Каросеријата на автомобилите обично користатместопиштол за заварување, кои се флексибилни и лесни за автоматизирање.
3,Кој заварувач со моќно место е потребен за заварување нерѓосувачки челик со дебелина од 2 мм?
Место заварување од 130 kVAинг машинаќе работи добро.
4,Како да заварам навртка М8 на плоча од јаглероден челик од 2 мм?
Можете да користите проекциски заваринг машина.
5,Како да ги прилагодам параметрите за заварување на место?
Прилагодете ги параметрите врз основа на спецификациите на вашето работно парче и барањата за заварување.
6,Какоtoместо заварување без заварувач?
Можете да користите робот за автоматско полнење и заварување.
7,Какоtoзаварува алуминиум?
Алуминиумот има ниска точка на топење, така што ви треба поголема моќност. АMFDCможе да се користи заварувач на место.
Време на објавување: мај-30-2024 година




