


Заварувањето со шевови е комплициран процес на заварување. Оваа статија ги истражува сложеноста на заварувањето со шевови, од неговите принципи на работа до неговите апликации, предности и предизвици. Без разлика дали сте нови за заварување или сакате да го продлабочите вашето разбирање за оваа суштинска индустриска техника, овој водич ќе обезбеди вредни увиди за тоа како функционира заварувањето со шевови и каде најчесто се користи.
Вовед во заварување со шевови
Шевното заварување е специјализиран тип напроцес на отпорно заварувањекаде што две или повеќе парчиња метал се споени заедно по непрекинат шев или низа заварувања на места кои се преклопуваат. Широко се користи во индустрии кои бараат херметички или водонепропустливи споеви, како што се автомобилскиот, воздушниот и производствениот сектор. За разлика од традиционалното место заварување, кое создава поединечни точки на заварување, заварувањето со шевови произведува континуиран, силен завар со користење на ротирачки електроди кои се движат по должината на спојницата, спојувајќи ги материјалите заедно.
Како работи заварувањето со шевови
Заварувањето со шевови работи на истиот основен принцип како и отпорното заварување:електричниот отпор се користи за создавање топлина, која ги топи материјалите што се заваруваат заедно. Сепак, заварувањето со шевови се разликува по тоа како заварот се нанесува континуирано по должината на работното парче. Подолу е преглед на основните компоненти и како функционира процесот.
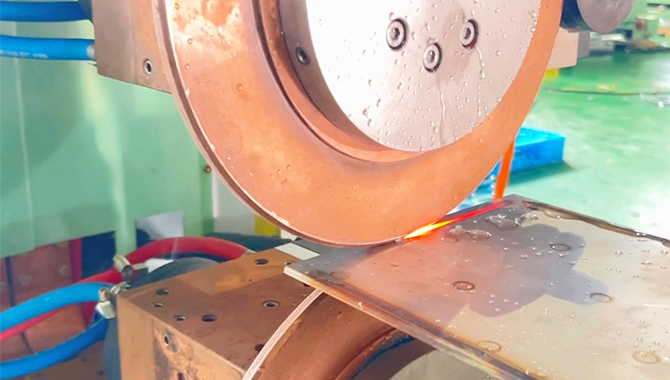
Ротирачки електроди:Срцето на процесот на заварување со споеви е употребата на две цилиндрични, ротирачки електроди, обично направени од бакар или други спроводливи материјали. Овие електроди притискаат врз металните парчиња, обезбедувајќи и електрична струја и механичка сила потребни за создавање на заварот. Како што се вртат електродите, тие се движат по должината на спојницата, при што континуирано се применува притисок и струја.
Тековна апликација:Низ електродите се пренесува електрична струја, создавајќи отпор на местото каде што се допираат двете метални парчиња. Отпорот генерира топлина, предизвикувајќи металите да се топат и спојат заедно. Во заварувањето со шевови, оваа струја се применува на импулсен или континуиран начин, во зависност од специфичниот тип на заварување (дискутирано понатаму подолу).
Притисок и ладење:Како што тече струјата, ротирачките електроди вршат постојан притисок на работното парче, осигурувајќи дека стопениот материјал се зацврстува во силен, континуиран завар. Електродите служат и како механизам за ладење, помагајќи да се регулира температурата и да се спречи прегревање, што може да го оштети заварот или околните материјали.
Континуирано движење:Ротирачкото дејство на електродите е она што го издвојува заварувањето со шевови од другите техники за заварување со отпор. Електродите се движат по линијата на спојницата со контролирана брзина, обезбедувајќи топлината да се применува рамномерно по целата должина на шевот. Добиениот завар е силен, конзистентен и често непропустлив за воздух или течност.
Видови заварување со шевови
Шевното заварување може да се категоризира во два главни типа врз основа на тоа како се применува струјата:
Континуирано заварување со шевови
Во овој метод, се применува постојана електрична струја додека електродите се движат долж зглобот. Ова резултира со континуирано заварување кое наликува на зрно. Континуираното заварување со шевови често се користи кога е потребна херметичка или водонепропустлива заптивка, како на пример во резервоари или цевки за гориво.
Интермитентно заварување со шевови
Исто така познат како ролна точка заварување, овој метод применува електрична струја во импулси додека електродите се движат. Резултатот е серија на заварени места кои се преклопуваат што формираат спој. Овој тип на заварување со шевови често се користи кога структурниот интегритет е поважен од херметичкиот, како на пример во одредени автомобилски апликации.
Материјали погодни за заварување со шевови
Машина за заварување со шевовие особено ефикасен за метали кои добро спроведуваат струја и имаат пониска точка на топење. Вообичаените материјали вклучуваат:
Челик:И нискојаглеродните и нерѓосувачките челици често се заваруваат со шевови во автомобилски и индустриски апликации.
Алуминиум:Иако е поголем предизвик поради неговата поголема спроводливост, алуминиумот вообичаено се заварува во воздухопловството и производството.
Бакарни легури:Бакар'Одличната спроводливост го прави идеален за употреба во компоненти кои бараат висока топлинска и електрична ефикасност, како што се радијатори и електрични куќишта.
Примени на заварување со шевови
Заварувањето со шевови е широко употребувано во индустрии кои бараат спојки со висока јачина, херметички или течно непропустливи. Подолу се некои од најчестите апликации:
Автомобилска индустрија:Заварувањето со шевови често се користи во производството на автомобилски компоненти како што се резервоари за гориво, пригушувачи и бандажи на тркала. Континуираното заварување гарантира дека овие делови се херметички и издржливи, способни да издржат сурови средини и високи притисоци.
Воздухопловна:Воздухопловната индустрија често бара лесни, но силни компоненти, а заварувањето со шевови се користи за спојување на тенки листови од алуминиум и челик. На ова поле, потребата од сигурни, херметички и водонепропустливи споеви е од клучно значење за системите за гориво и структурните компоненти.
Производство на тенкови и контејнери:Заварувањето со шевови интензивно се користи за производство на резервоари за гориво, резервоари за вода и контејнери за хемикалии кои треба да бидат целосно запечатени за да се спречи истекување. Континуираната линија за заварување обезбедува интегритет на резервоарот, што го прави погоден за држење течности или гасови под притисок.
Метални цевки и цевки:Заварувањето со шевови се користи за производство на метални цевки и цевки за различни индустрии, вклучувајќи нафта и гас, водовод и градежништво. Методот обезбедува континуиран шев отпорен на истекување кој може да издржи внатрешен притисок.
Пакување на храна и пијалоци:Во индустријата за пакување, заварувањето со шевови се користи за производство на метални конзерви, контејнери и капаци. Прецизноста и брзината на заварувањето со шевови го прават идеален избор за производство во големи размери, обезбедувајќи дека производите се безбедно запечатени и остануваат стерилни.
Електрични компоненти:Заварувањето со шевови исто така се користи за производство на компоненти како радијатори, грејни елементи и електрични куќишта. Континуираниот шев обезбедува електричен континуитет и структурен интегритет.
Предности на заварување со шевови
Заварувањето со споеви нуди неколку предности во однос на другите техники на заварување, што го прави популарен избор во индустриите кои бараат издржливи, висококвалитетни споеви. Еве некои од клучните предности:
Брзина и ефикасност: Заварувањето со шевови е многу ефикасно, особено во услови на континуирано производство. Автоматизираниот процес овозможува брзо заварување по целата должина на шевот, со што се намалува времето на производство.
Силни, конзистентни завари: Континуираната природа на заварувањето со шевови осигурува дека заварот е рамномерен низ спојот, што резултира со посилна, посигурна врска. Оваа конзистентност го намалува ризикот од дефекти како што се пукнатини или слаби точки.
Херметички и водонепропустливи заптивки: Заварувањето со шевови е идеално за апликации каде што спојот мора да биде целосно запечатен, како што се резервоари, цевки и контејнери. Континуираното заварување гарантира дека нема празнини низ кои може да помине воздух или течности.
Минимално изобличување: Бидејќи топлината на заварувањето е локализирана и електродите обезбедуваат континуирано ладење, заварувањето со шевовите создава минимално изобличување на околниот материјал. Ова е особено важно кога работите со тенки метали кои се склони кон искривување.
Пријателски за автоматизација: Процесите на заварување со шевови се високо компатибилни со автоматиката, што ги прави идеални за производствени средини од големи размери. Автоматските машини за заварување со шевови можат да произведат конзистентни резултати со минимална човечка интервенција, намалувајќи ги трошоците за работна сила и зголемувајќи го производството.
Предизвици и ограничувања на шевното заварување
Додека заварувањето со шевови има бројни предности, исто така претставува и некои предизвици и ограничувања:
Високи трошоци за опрема:Специјализираната опрема потребна за заварување со шевови, особено за континуирано заварување со споеви, може да биде скапа. Ова го прави помалку достапен за помали работилници или компании со ограничен буџет.
Материјални ограничувања:Заварувањето со шевови најдобро функционира на спроводливи метали како челик и алуминиум. Материјалите кои имаат слаба спроводливост или се чувствителни на топлина, како што се одредена пластика или керамика, не може да се заваруваат со овој метод.
Ограничувања на дебелината:Заварувањето со шевови е најефективно на потенки материјали, обично со дебелина под 3 mm. За подебели материјали, други техники на заварување, како MIG или TIG заварување, може да бидат посоодветни.
Носење на електрода:Постојаната ротација и притисокот на електродите може да доведе до абење со текот на времето, особено кога се заваруваат материјали како челик кои можат да предизвикаат деградација на електродата. Неопходно е редовно одржување и замена на електродите за да се обезбеди постојана изведба.
Заклучок
Заварувањето со шевови е суштински процес во современото производство, нудејќи сигурен, ефикасен начин за создавање силни, континуирани завари. Нејзините апликации се огромни и опфаќаат индустрии како што се автомобилската, воздушната и амбалажата, каде што потребата за херметички или водонепропустливи споеви е критична. Со неговата способност брзо да произведува конзистентни, издржливи завари, заварувањето со шевови е претпочитана техника за средини за производство со голем волумен.
Сепак, важно е да се земат предвид ограничувањата на заварувањето на шевовите, особено во однос на цената на опремата и компатибилноста на материјалите. За компаниите кои сакаат да инвестираат во заварување на шевовите, придобивките од зголемената продуктивност, силниот интегритет на заварот и компатибилноста со автоматиката го прават вреден додаток на секој производствен процес.
Време на објавување: Октомври-09-2024 година




