


ADB-260 MFDC स्पॉट वेल्डिंग मशीन
 आम्हाला ईमेल पाठवा
आम्हाला ईमेल पाठवा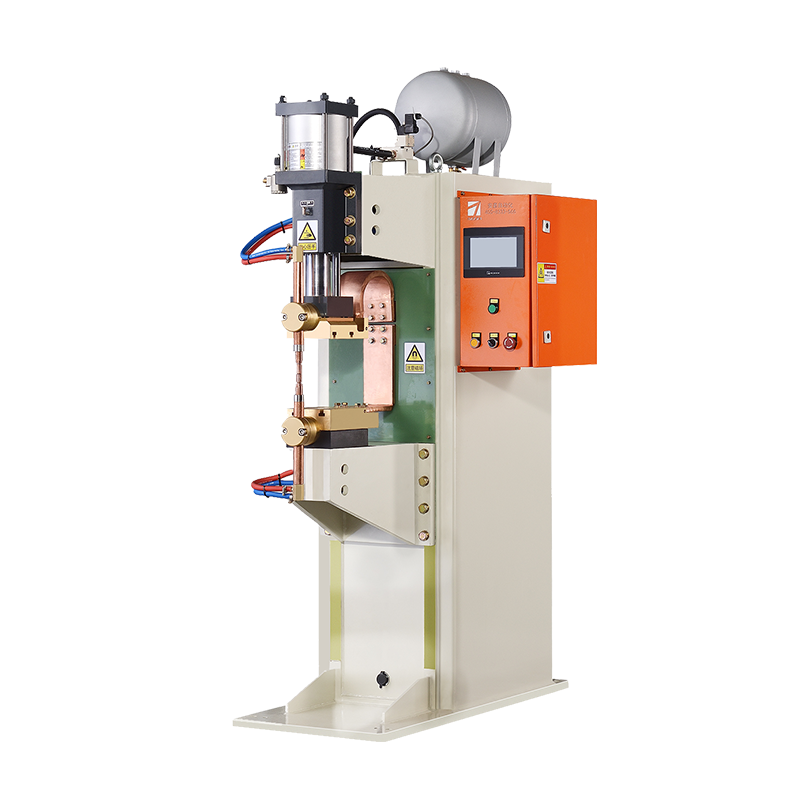
उत्पादन परिचय
उत्पादन परिचय
-
01 प्रभावीपणे वेल्डिंग स्पॅटर दाबू शकते आणि स्थिर आणि उच्च-गुणवत्तेचे वेल्डिंग परिणाम प्राप्त करू शकते
इंटरमीडिएट फ्रिक्वेंसी वेल्डिंग मशीनच्या फ्लॅट आउटपुट करंटद्वारे निर्माण होणारा सतत उष्णता पुरवठा नगेटचे तापमान सतत वाढवते. त्याच वेळी, सध्याच्या वाढत्या उतारावर आणि वेळेच्या अचूक नियंत्रणामुळे उष्णतेच्या उडी आणि अनियंत्रित करंट वाढत्या वेळेमुळे स्पॅटर होणार नाही. उत्पादन करा.
-
02 कमी पॉवर-ऑन वेळ, उच्च थर्मल कार्यक्षमता, सुंदर वेल्डिंग आकार
इंटरमीडिएट फ्रिक्वेन्सी इन्व्हर्टर स्पॉट वेल्डरमध्ये फ्लॅट आउटपुट वेल्डिंग करंट आहे, जे उच्च-कार्यक्षमता आणि वेल्डिंग उष्णतेचा सतत पुरवठा सुनिश्चित करते. आणि पॉवर-ऑन वेळ कमी आहे, एमएस लेव्हलपर्यंत पोहोचतो, ज्यामुळे वेल्डिंग उष्णता-प्रभावित झोन लहान होतो आणि सोल्डर सांधे सुंदरपणे तयार होतात.
-
03 उच्च नियंत्रण अचूकता
इंटरमीडिएट फ्रिक्वेन्सी स्पॉट वेल्डिंग मशीनच्या उच्च कार्यरत वारंवारता (सामान्यत: 1-4KHz) मुळे, फीडबॅक नियंत्रण अचूकता सामान्य एसी स्पॉट वेल्डिंग मशीन आणि दुय्यम सुधारित स्पॉट वेल्डिंग मशीनच्या 20-80 पट आहे आणि संबंधित आउटपुट नियंत्रण अचूकता देखील खूप उच्च आहे.
-
04 ऊर्जा बचत
ऊर्जा बचत. उच्च थर्मल कार्यक्षमतेमुळे, लहान वेल्डिंग ट्रान्सफॉर्मर आणि लहान लोखंडाचे नुकसान, इन्व्हर्टर वेल्डिंग मशीन AC स्पॉट वेल्डिंग मशीन आणि दुय्यम सुधारित स्पॉट वेल्डिंग मशीनपेक्षा 30% पेक्षा जास्त ऊर्जा वाचवू शकते जेव्हा समान वर्कपीस वेल्डिंग करते.
-
05 इन्व्हर्टर स्पॉट वेल्डिंग मशीन ग्रिड पॉवर सप्लाय बॅलन्ससाठी, पॉवर कॉम्पेन्सेशन उपकरणाशिवाय योग्य आहे
हे ऑटोमोबाईल उत्पादन उद्योगात उच्च-शक्तीचे स्टील आणि हॉट फॉर्म्ड स्टीलचे स्पॉट वेल्डिंग आणि नट प्रोजेक्शन वेल्डिंग, स्पॉट वेल्डिंग आणि सामान्य लो-कार्बन स्टील प्लेटचे मल्टी-पॉइंट प्रोजेक्शन वेल्डिंग, स्टेनलेस स्टील प्लेट, गॅल्वनाइज्ड प्लेट, ॲल्युमिनियम प्लेट, यासाठी वापरले जाते. उच्च आणि कमी व्होल्टेजमध्ये तांबे वायरचे प्रतिरोधक ब्रेझिंग आणि स्पॉट वेल्डिंग इलेक्ट्रिकल उद्योग, सिल्व्हर स्पॉट वेल्डिंग, कॉपर प्लेट ब्रेझिंग, कंपोझिट सिल्व्हर स्पॉट वेल्डिंग इ.













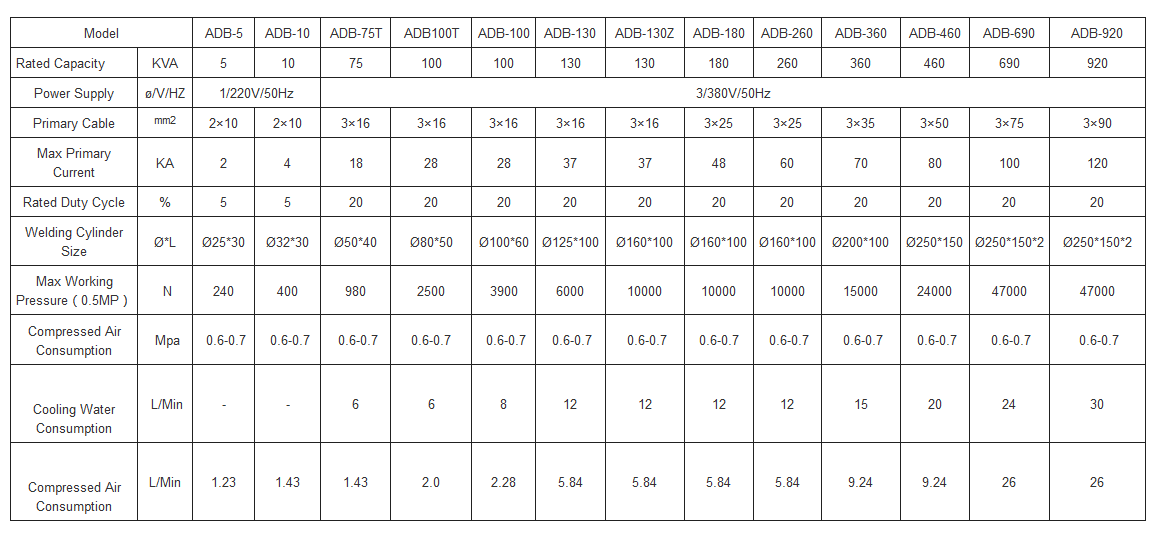
वेल्डर तपशील
वेल्डर तपशील

वेल्डिंग पॅरामीटर्स
वेल्डिंग पॅरामीटर्स
सानुकूल प्रक्रिया
सानुकूल प्रक्रिया










यशस्वी प्रकरणे
यशस्वी प्रकरणे




विक्रीनंतरची प्रणाली
विक्रीनंतरची प्रणाली
-
20+वर्षे
सेवा संघ
अचूक आणि व्यावसायिक -
24hx7
ऑनलाइन सेवा
विक्री नंतर विक्री नंतर काळजी नाही -
मोफत
पुरवठा
तांत्रिक प्रशिक्षण विनामूल्य.



जोडीदार
जोडीदार




















वेल्डर FAQ
वेल्डर FAQ
- प्रश्न: स्पॉट वेल्डिंग मशीनची सुरक्षा कशी सुनिश्चित करावी?
A: स्पॉट वेल्डर चालवताना सुरक्षित कार्यपद्धती पाळणे आवश्यक आहे, ज्यात सुरक्षा उपकरणे परिधान करणे, उपकरणे योग्यरित्या कार्य करत आहेत याची खात्री करणे आणि उघडलेल्या तारांना स्पर्श करणे टाळणे समाविष्ट आहे.
- प्रश्न: स्पॉट वेल्डरना नियमित देखभाल आवश्यक आहे का?
उत्तर: होय, नियमित देखभाल केल्याने तुमचा स्पॉट वेल्डर उत्तम प्रकारे चालू राहील आणि तुमच्या उपकरणाचे आयुष्य वाढेल.
- प्रश्न: स्पॉट वेल्डिंग मशीनच्या देखभालीमध्ये काय समाविष्ट आहे?
A: स्पॉट वेल्डरच्या देखभालीमध्ये उपकरणे साफ करणे, जीर्ण झालेले भाग बदलणे, इलेक्ट्रिकल आणि पॉवर कॉर्ड तपासणे आणि वेळोवेळी उपकरणाची ऑपरेटिंग स्थिती तपासणे समाविष्ट आहे.
- प्रश्न: स्पॉट वेल्डरसाठी मला कोणत्या इलेक्ट्रोडची आवश्यकता आहे?
उ: इलेक्ट्रोडची निवड वेल्डिंग प्रकल्पाच्या प्रकार आणि सामग्रीनुसार निश्चित केली पाहिजे.
- प्रश्न: स्पॉट वेल्डिंग मशीनच्या वापरादरम्यान इलेक्ट्रोडच्या पोशाखांना कसे सामोरे जावे?
A: जेव्हा इलेक्ट्रोड जीर्ण होतो, तेव्हा ते उपकरणांचे सर्वोत्तम ऑपरेशन सुनिश्चित करण्यासाठी वेळेत बदलले पाहिजे.
- प्रश्न: स्पॉट वेल्डिंग मशीनचे योग्य दाब कसे निवडायचे?
उ: वेल्डिंगचे सर्वोत्तम परिणाम सुनिश्चित करण्यासाठी वेल्डिंग प्रकल्पाच्या प्रकार आणि सामग्रीनुसार योग्य दाब निर्धारित केला पाहिजे.




