


ADB-920 စွမ်းအားမြင့်စက်ဂဟေဆော်စက်
 ကျွန်ုပ်တို့ထံ အီးမေးလ်ပို့ပါ။
ကျွန်ုပ်တို့ထံ အီးမေးလ်ပို့ပါ။
ထုတ်ကုန်မိတ်ဆက်
ထုတ်ကုန်မိတ်ဆက်
-
ဂဟေဆက်ခြင်းကို ထိထိရောက်ရောက် နှိမ်နင်းနိုင်ပြီး တည်ငြိမ်ပြီး အရည်အသွေးမြင့် ဂဟေရလဒ်များကို ရရှိစေနိုင်သည်။
အလယ်အလတ်ကြိမ်နှုန်း ဂဟေစက်၏ ပြန့်ပြူးသော အထွက်လျှပ်စီးကြောင်းမှ ထုတ်ပေးသော စဉ်ဆက်မပြတ် အပူပေးဝေမှုသည် nugget ၏ အပူချိန်ကို အဆက်မပြတ်မြင့်တက်စေသည်။ တစ်ချိန်တည်းမှာပင်၊ လက်ရှိမြင့်တက်နေသည့် လျှောစောက်နှင့်အချိန်ကို တိကျစွာထိန်းချုပ်နိုင်မှုသည် အပူခုန်မှုများနှင့် ထိန်းချုပ်လို့မရနိုင်သော လက်ရှိမြင့်တက်လာသည့်အချိန်တို့ကြောင့် ပက်ကျဲကျဲဖြစ်စေမည်မဟုတ်ပါ။ ဟင်းသီးဟင်းရွက်။
-
တိုတောင်းသော ပါဝါဖွင့်ချိန်၊ မြင့်မားသော အပူစွမ်းအင်၊ လှပသော ဂဟေဆက်ပုံသဏ္ဍာန်
အလယ်အလတ် ကြိမ်နှုန်း အင်ဗာတာ အစက်အပြောက် ဂဟေဆော်သူတွင် ဂဟေဆော်သည့် အပူ၏ ထိရောက်မှုနှင့် စဉ်ဆက်မပြတ် ထောက်ပံ့မှုကို သေချာစေသည့် ပြားချပ်ချပ် အထွက် ဂဟေဆက်ခြင်း လျှပ်စီးကြောင်း ရှိသည်။ ပြီးတော့ ပါဝါဖွင့်ချိန်က တိုတောင်းပြီး ms အဆင့်ကို ရောက်သွားပြီး ဂဟေဆော်တဲ့ အပူဒဏ်ခံရပ်ဝန်းကို သေးငယ်စေပြီး ဂဟေအဆစ်တွေကို လှပစွာ ဖွဲ့စည်းထားပါတယ်။
-
မြင့်မားသောထိန်းချုပ်မှုတိကျမှု
အလယ်အလတ် ကြိမ်နှုန်း ဂဟေဆက်စက်၏ မြင့်မားသော အလုပ်လုပ်နှုန်း (များသောအားဖြင့် 1-4KHz) ကြောင့်၊ တုံ့ပြန်ချက် ထိန်းချုပ်မှု တိကျမှုသည် ယေဘူယျ AC အစက်အပြောက် ဂဟေစက်နှင့် ဒုတိယ ပြုပြင်ရေး အစက်အပြောက် ဂဟေဆော်စက်တို့ထက် အဆ 20-80 နှင့် သက်ဆိုင်သော အထွက်အား ထိန်းချုပ်မှု၊ တိကျမှုလည်း အလွန်မြင့်မားသည်။
-
စွမ်းအင်ချွေတာခြင်း။
30% စွမ်းအင်ချွေတာသည်။ မြင့်မားသောအပူစွမ်းအင်၊ သေးငယ်သောဂဟေထရန်စဖော်မာနှင့် သံဓာတ်ဆုံးရှုံးမှုများကြောင့် အင်ဗာတာဂဟေဆော်သူသည် AC အစက်အပြောက်ဂဟေစက်ထက် 30% ထက် စွမ်းအင်ပိုသက်သာနိုင်သည်
-
inverter spot welder သည် ပါဝါလျော်ကြေးပေးသည့်ကိရိယာမပါဘဲ၊ grid power supply balance အတွက် သင့်လျော်သည်။
၎င်းကို မော်တော်ကားထုတ်လုပ်ရေးလုပ်ငန်းတွင် အစက်အပြောက်ဂဟေဆော်ခြင်းနှင့် အခွံမာသီးဆွဲထုတ်ခြင်း ဂဟေဆော်ခြင်းအတွက် မော်တော်ကားထုတ်လုပ်ရေးလုပ်ငန်းတွင် ခိုင်ခံ့မြင့်သောစတီးလ်နှင့် ပူစပ်ဖွဲ့စည်းထားသော သံမဏိများကို ကာဗွန်နည်းသောသံမဏိပြား၊ သာမန်ကာဗွန်နည်းသောသံမဏိပြား၊ သံမဏိပြား၊ သွပ်ရည်ပြားပြား၊ ဗို့အားမြင့်လျှပ်စစ်စက်မှုလုပ်ငန်းတွင် ကြေးနီဝါယာကြိုးများ ဂဟေဆော်ခြင်း၊ ငွေကွက်ဂဟေဆော်ခြင်း စသည်တို့။
ဂဟေဆော်ခြင်းနမူနာများ
ဂဟေဆော်ခြင်းနမူနာများ











Welder အသေးစိတ်များ
Welder အသေးစိတ်များ

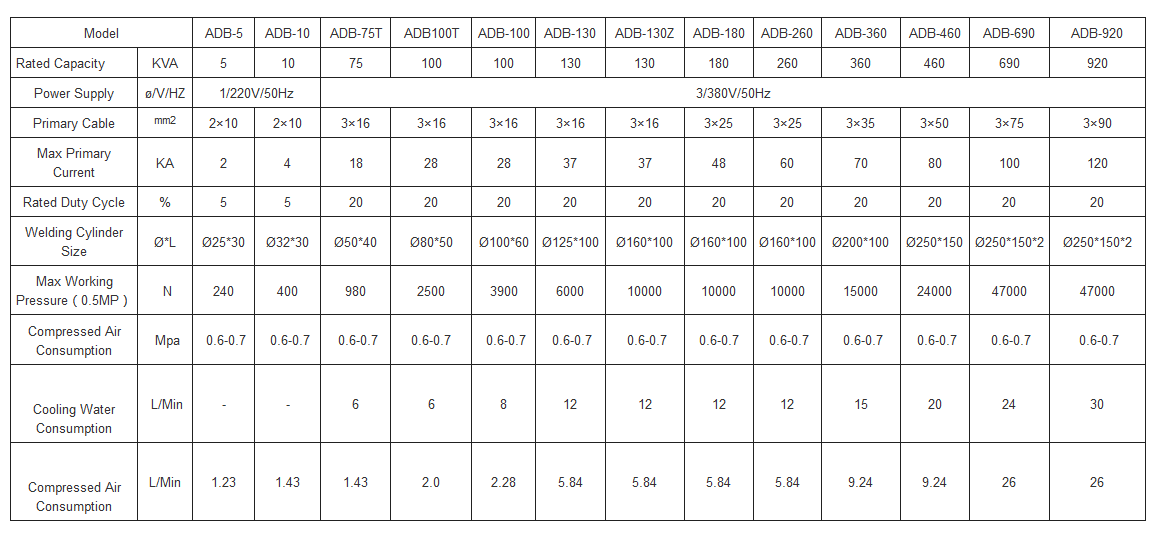
ဂဟေဆော်ခြင်းဆိုင်ရာ ကန့်သတ်ချက်များ
ဂဟေဆော်ခြင်းဆိုင်ရာ ကန့်သတ်ချက်များ
စိတ်ကြိုက်လုပ်ဆောင်မှု
စိတ်ကြိုက်လုပ်ဆောင်မှု










အောင်မြင်သောကိစ္စများ
အောင်မြင်သောကိစ္စများ




After-sales စနစ်
After-sales စနစ်
-
20+ နှစ်
ဝန်ဆောင်မှုအဖွဲ့
တိကျပြီး ပရော်ဖက်ရှင်နယ် -
24hx7
အွန်လိုင်းဝန်ဆောင်မှု
အရောင်းပြီးပြီးချင်း စိတ်မပူပါနဲ့။ -
အခမဲ့
ထောက်ပံ့ရေး
နည်းပညာဆိုင်ရာသင်တန်းများကို လွတ်လပ်စွာ



အဖော်
အဖော်




















Welder FAQ
Welder FAQ
- မေး- အစက်အပြောက် ဂဟေစက် ပြုပြင်ထိန်းသိမ်းမှုမှာ ဘာကို ဂရုပြုသင့်လဲ။
A- အစက်အပြောက် ဂဟေဆက်သည့်စက်ကို ထိန်းသိမ်းသည့်အခါ၊ စက်ပစ္စည်းများ၏ လျှပ်စစ်အန္တရာယ်ကင်းရှင်းရေး၊ လျှပ်ကူးပစ္စည်းများကို ထိန်းသိမ်းရန်နှင့် စက်ပစ္စည်း၏ အခြားအစိတ်အပိုင်းများကို ထိန်းသိမ်းရန် လိုအပ်သည်။
- မေး- အစက်အပြောက် ဂဟေစက်ကို အသုံးပြုတဲ့အခါ ဘာတွေကို သတိထားသင့်လဲ။
A- အစက်အပြောက်ဂဟေစက်များကိုအသုံးပြုသည့်အခါ၊ လျှပ်စစ်အန္တရာယ်ကင်းရေး၊ အော်ပရေတာဘေးကင်းရေးနှင့်စက်ကိရိယာများ၏ပုံမှန်လည်ပတ်မှုကိုအာရုံစိုက်သင့်သည်။
- မေး- အစက်အပြောက်ဂဟေစက် ပြုပြင်ထိန်းသိမ်းမှုမှာ ဘာကို ဂရုပြုသင့်လဲ။
A: အညစ်အကြေး welder ကို ပြုပြင်သည့်အခါ၊ စက်ပစ္စည်းများ၏ လျှပ်စစ်အန္တရာယ်ကင်းရှင်းမှု၊ ပြုပြင်ထိန်းသိမ်းမှု နည်းပညာဆိုင်ရာ အခက်အခဲများနှင့် သင့်လျော်သောကိရိယာများအသုံးပြုမှုကို အာရုံစိုက်ရန် လိုအပ်ပါသည်။
- မေး- အစက်အပြောက် ဂဟေဆက်စက် ချို့ယွင်းရခြင်း အကြောင်းရင်းတွေက ဘာတွေလဲ။
A- အစက်ဂဟေဆော်စက်၏ ချို့ယွင်းရခြင်းအကြောင်းရင်းမှာ လျှပ်စစ်အစိတ်အပိုင်းများ ပျက်စီးခြင်း၊ လျှပ်ကူးပစ္စည်း ယိုယွင်းခြင်းနှင့် ဓာတ်အား ချို့ယွင်းခြင်းစသည့် အကြောင်းအရင်းများစွာ ရှိနိုင်ပါသည်။
- Q: အစက်အပြောက် ဂဟေစက်၏ ဂဟေဆော်နည်းများကား အဘယ်နည်း။
A: အစက်အပြောက်ဂဟေစက်၏ ဂဟေဆက်နည်းများတွင် manual spot welding၊ အလိုအလျောက် အစက်အပြောက် ဂဟေဆော်ခြင်းနှင့် semi-automatic spot welding တို့ ပါဝင်သည်။
- မေး- အစက်အပြောက် ဂဟေဆော်သူရဲ့ ဂဟေဆော်တဲ့ လုပ်ငန်းစဉ်မှာ ဘယ်လို အနံ့မျိုး ထွက်လာမလဲ။
A: အစက်အပြောက်ဂဟေစက်၏ ဂဟေဆက်ခြင်းလုပ်ငန်းစဉ်သည် အထူးအနံ့များထွက်ရှိလာမည်ဖြစ်ပြီး လေဝင်လေထွက်ကောင်းသော ပတ်ဝန်းကျင်ကို ထိန်းသိမ်းထားရန် လိုအပ်ပါသည်။




