


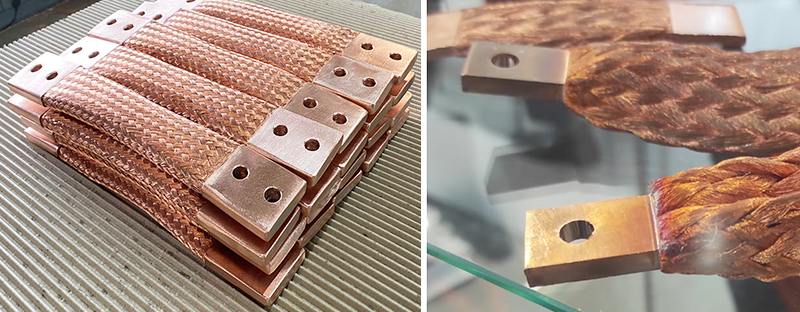
Busbarsလျှပ်စစ်ကားများ၊ စွမ်းအင်သိုလှောင်မှုနှင့် ဓာတ်အားပေးစနစ်များ အပါအဝင် စက်မှုလုပ်ငန်းအသစ်များ အပါအဝင် လက်ရှိ စွမ်းအင်ကဏ္ဍသစ်တွင် ပိုမိုအသုံးပြုလာကြသည်။ နည်းပညာတိုးတက်လာသည်နှင့်အမျှ Busbar ပစ္စည်းများသည် ကြေးနီမှ ကြေးနီ-နီကယ်၊ ကြေးနီ-အလူမီနီယမ်၊ အလူမီနီယမ်နှင့် ဂရပ်ဖင်းပေါင်းစပ်ပစ္စည်းများသို့ ပြောင်းလဲလာသည်။ ဤ Busbars များသည် ဘက်ထရီများ၊ လျှပ်စစ်ထိန်းချုပ်မှုစနစ်များနှင့် အခြားအစိတ်အပိုင်းများနှင့် ချိတ်ဆက်ရန်လိုအပ်သောကြောင့် ဖွဲ့စည်းခြင်းနှင့် ဂဟေဆော်ခြင်းအပေါ် ကြီးမားစွာမှီခိုအားထားကြသည်။ အဆုံးများနှင့် အလယ်အပိုင်းများတွင် ဂဟေဆော်ခြင်းသည် ဤချိတ်ဆက်မှုများအတွက် အရေးကြီးပါသည်။diffusion ဂဟေဆက်ခြင်း။Busbar ဖွဲ့စည်းခြင်းအတွက် အဓိကနည်းလမ်းဖြစ်သည်။
Busbar အမျိုးအစားများပျံ့ဂဟေဆက်ပစ္စည်း
Busbar diffusion welding ကိရိယာ၏အဓိကအမျိုးအစားနှစ်မျိုးရှိသည်။ တစ်ခုမှာ ခံနိုင်ရည်ရှိ ပြန့်နှံ့နေသော ဂဟေဆော်ခြင်းဖြစ်ပြီး အခြေခံပစ္စည်းအား မြင့်မားသောလျှပ်စီးကြောင်းမှတဆင့် တိုက်ရိုက်အပူပေးသည်။ နောက်တစ်ချက်မှာ ကြိမ်နှုန်းမြင့် ပျံ့ဂဟေဆော်ခြင်းဖြစ်ပြီး ဂရပ်ဖိုက်ကို အပူပေးပြီး အခြေခံပစ္စည်းသို့ အပူလွှဲပြောင်းပေးသည်။ နည်းလမ်းနှစ်ခုစလုံးသည် အခြေခံပစ္စည်းကို အပူချိန်တစ်ခုသို့ အပူပေးပြီး ဖိအားမြင့်မှုအောက်တွင် အစိုင်အခဲအဆင့် ချိတ်ဆက်မှုတစ်ခုအဖြစ် ပျံ့နှံ့ကာ ဂဟေဆက်ခြင်းအကျိုးသက်ရောက်မှုကို ရရှိစေသည်။ အသုံးပြုသော အပူပေးနည်းလမ်းသည် Busbar ပစ္စည်းပေါ်တွင် မူတည်သည်။
Resistance Diffusion ဂဟေဆော်ခြင်း။
Resistance diffusion welding ကို copper Busbars များအတွက် အဓိကအားဖြင့် ကြေးနီသည် အရည်ပျော်မှတ်နှင့် conductivity မြင့်မားသောကြောင့် ကြေးနီကို အသုံးပြုသည်။ တစ်ပြေးညီ အပူပေးပြီး လုပ်ငန်းစဉ်ကို အရှိန်မြှင့်ရန်အတွက် ဂရပ်ဖိုက်လျှပ်ကူးပစ္စည်းကို အသုံးပြုသည်။ အပေါ်နှင့် အောက် လျှပ်ကူးပစ္စည်းသည် ကြေးနီ Busbar သို့ မြင့်မားသော လျှပ်စီးကြောင်းကို သယ်ဆောင်ပြီး ကြေးနီသတ္တုပြား အလွှာများစွာကြားတွင် ထိတွေ့မှုကို ခံနိုင်ရည်ရှိအောင် အပူပေးသည်။ ဂရပ်ဖိုက် လျှပ်ကူးပစ္စည်း များသည်လည်း ၎င်းတို့၏ ခံနိုင်ရည် မြင့်မားမှုကြောင့် အပူကို ထုတ်ပေးသည်။ ဤပေါင်းစပ်အပူပေးခြင်းသည် ကြေးနီ Busbar ၏ အပူချိန်ကို 600°C ကျော်အထိ မြှင့်တင်နိုင်ပြီး 1300°C အထိရောက်ရှိစေပြီး မြင့်မားသောဖိအားအောက်တွင် အောင်မြင်စွာပျံ့နှံ့သွားစေရန် ဂဟေဆော်ပေးနိုင်ပါသည်။
High-Frequency Diffusion ဂဟေဆော်ခြင်း။
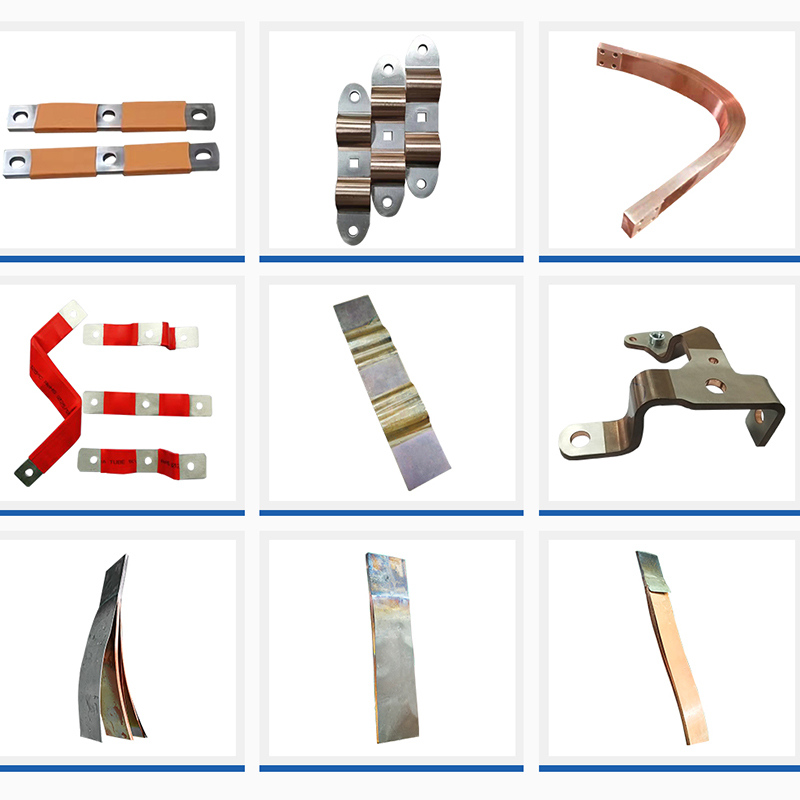
ကြိမ်နှုန်းမြင့် ပျံ့ဂဟေဆော်ခြင်းသည် အလူမီနီယမ် Busbars၊ ကြေးနီ-နီကယ် Busbars၊ Copper-Aluminum Busbars နှင့် Copper နှင့် Metal မဟုတ်သော ပေါင်းစပ်မှုကဲ့သို့ Composite Busbars များအတွက် သင့်လျော်ပါသည်။ ဤနည်းလမ်းသည် သွယ်ဝိုက်သောအပူပေးခြင်းကို အသုံးပြု၍ ရှုပ်ထွေးသောပစ္စည်းများကို ဂဟေဆော်ရန်အတွက် စံပြဖြစ်စေပါသည်။ ကြိမ်နှုန်းမြင့်သော ဖြန့်ကျက်ဂဟေဆော်မှုတွင်၊ ဂရပ်ဖိုက်ကို အပူပေးပြီး အပူချိန် 1200 ဒီဂရီစင်တီဂရိတ်အထိ အပူချိန် 1200 ဒီဂရီဆဲလ်စီးယပ်စ်အထိ အပူကို အခြေခံပစ္စည်းသို့ လွှဲပြောင်းပေးသည်။ မြင့်မားသောဖိအားအောက်တွင်, ပစ္စည်းများအစိုင်အခဲချိတ်ဆက်မှုဖွဲ့စည်းသည်။
ကွဲပြားခြားနားသော Busbar ပစ္စည်းများ၏ပျံ့နှံ့ဂဟေဆော်ခြင်း။
ကြေးနီပစ္စည်းများသည် ၎င်းတို့၏ အောက်ဆိုဒ်များ တည်ငြိမ်မှုကြောင့် ဂဟေဆော်ရန် အတော်လေး လွယ်ကူသည်။ ပါဝါစနစ်များတွင်အသုံးပြုသည့် ကြေးနီဘတ်စ်ဘားများကဲ့သို့ ပိုထူသော ကြေးနီဘတ်စ်ဘားများသည် ၎င်း၏အပူထိရောက်မှုမြင့်မားသောကြောင့် ခုခံပျံ့နှံ့မှု ဂဟေဆော်ရန် လိုအပ်ပါသည်။ ၎င်းတို့သည် 200x200mm ဂဟေဧရိယာနှင့်အတူ 50 မီလီမီတာအထိထူနိုင်သည်။ ပုံမှန်အားဖြင့် 25x50mm ရှိသော 3mm အထူရှိသော လျှပ်စစ်ကားများတွင် အသုံးပြုသည့် ပါးလွှာသော Busbars များသည် resistance သို့မဟုတ် high-frequency diffusion welding ကို အသုံးပြုနိုင်သည်။
အလူမီနီယမ် Busbar များသည် အလူမီနီယမ်၏ အရည်ပျော်မှတ် (670°C) နှင့် အလူမီနီယံအောက်ဆိုဒ်၏ အရည်ပျော်မှတ် (2000°C) ကြောင့် ပိုမိုစိန်ခေါ်မှုဖြစ်သည်။ အလူမီနီယမ်အတွက်၊ အောက်ဆိုဒ်များကို ဖယ်ရှားရန် ပစ္စည်းကို ကြိုတင်သန့်စင်ခြင်းဖြင့် ကြိမ်နှုန်းမြင့်သော ဖြန့်ကျက်ဂဟေဆော်ခြင်းကို အသုံးပြုသည်။ ပျံ့နှံ့မှုအပူချိန်ကို ပုံမှန်အားဖြင့် 600°C အောက်တွင် သတ်မှတ်ထားသည်။
Copper-nickel Busbars များတွင် ကြေးနီသတ္တုပြား အလွှာများစွာ ပါ၀င်ပြီး ကြေးနီသတ္တုပြားသည် ဝတ်ဆင်မှုနှင့် သံချေးတက်မှုကို ခံနိုင်ရည်ရှိစေရန် နီကယ်သတ္တုပြားပေါ်တွင် အုပ်ထားသည်။ ကြေးနီနှင့် နီကယ်အကြား လျှပ်စစ်ခံနိုင်ရည်ရှိမှု ကြီးမားသော ကွာခြားချက်ကို ကိုင်တွယ်ရန် ကြိမ်နှုန်းမြင့် ဂဟေဆော်ခြင်းကို အသုံးပြုသည်။ graphene နှင့် ပေါင်းစပ်ထားသော ကြေးနီကဲ့သို့သော Composite Busbars များသည် အပူပေးသည့်လုပ်ငန်းစဉ်ကို တိကျစွာထိန်းချုပ်ရန်နှင့် ပျံ့နှံ့မှုကိုရရှိချိန်တွင် အခြေခံပစ္စည်းများကို မထိခိုက်စေရန် ကြိမ်နှုန်းမြင့်သောပျံ့နှံ့မှုဂဟေဆော်ရန် လိုအပ်ပါသည်။
Busbar Diffusion Welding တွင် Pressure Methodsစက်
Diffusion welding သည် air-liquid boosters, hydraulic systems, or servo systems ကိုအသုံးပြု၍ မြင့်မားသောဖိအားလိုအပ်သည်။ ရိုးရာနည်းလမ်းများကို အများအားဖြင့် ၎င်းတို့၏ တည်ငြိမ်သောထွက်ရှိမှုနှင့် စွမ်းအားမြင့်ရန်အတွက် ဟိုက်ဒရောလစ်စနစ်များကို အသုံးပြုကြသည်။ ယနေ့ခေတ်တွင်၊ servo pressing သည် ၎င်း၏တိကျသောဖိအားထိန်းချုပ်မှုနှင့် ချိန်ညှိနိုင်သော နေရာရွှေ့ပြောင်းမှုတို့အတွက် ပိုမိုရေပန်းစားလာကာ welded ထုတ်ကုန်၏အတိုင်းအတာအတွင်း တိကျမှုမြင့်မားကြောင်းအာမခံပါသည်။
နိဂုံး
ဤသည်မှာ Busbar diffusion ဂဟေဆော်ခြင်း၏ အကျဉ်းချုပ်ဖြစ်သည်။ Busbars အတွက် မှန်ကန်သော ဂဟေဆက်နည်းကို သင်ရှာဖွေနေပါက၊ ဤဆောင်းပါးသည် အဖြေအချို့ကို ပေးသင့်ပါသည်။ ဂဟေဆက်နည်းပညာများ စဉ်ဆက်မပြတ် ဖွံ့ဖြိုးတိုးတက်လာသည်နှင့်အမျှ ခေတ်မီလူ့အဖွဲ့အစည်း၏ လိုအပ်ချက်များကို ဖြည့်ဆည်းရန်အတွက် ပိုမိုဆန်းသစ်သော နည်းပညာများကို လက်ခံကျင့်သုံးလျက်ရှိသည်။
စာတိုက်အချိန်- စက်တင်ဘာ-၂၀-၂၀၂၄




