


Sudarea tablei este o parte crucială a procesului de producție pentru diferite produse metalice. Sudarea prin puncte este utilizată pe scară largă în industria de producție de automobile, industria feroneriei electrocasnice și industria cutiilor din tablă. Tehnologia modernă necesită o calitate din ce în ce mai mare a sudurii. În acest articol, vom explica în detaliu procesul de sudare în puncte și vom discuta avantajelesudare în puncteîn industria auto.
Ce este sudarea în puncte
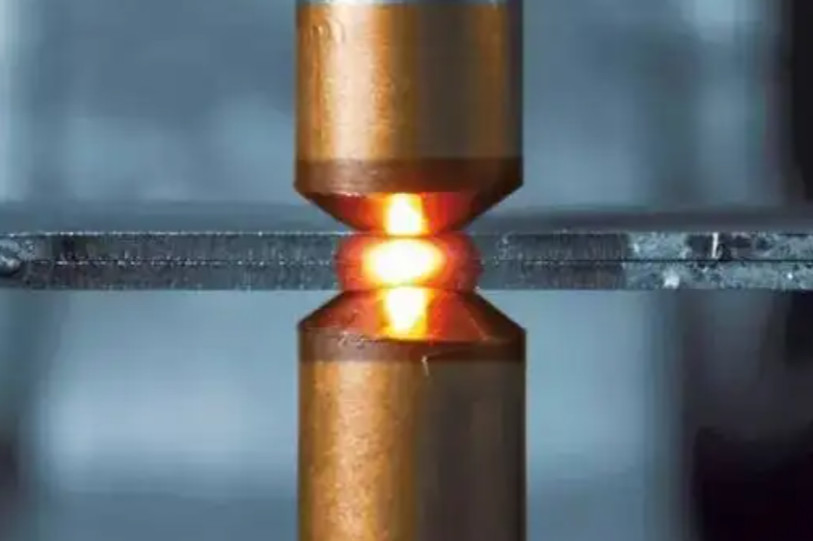
Sudarea în puncte este un tip desudura prin rezistenta. Aceasta implică plasarea a două piese de prelucrat între electrozii superiori și inferiori, încălzirea lor cu un curent electric și aplicarea unei presiuni pentru a crea o stare plastică la suprafața de contact a pieselor de prelucrat, permițându-le să se lipească împreună. Principiul său este simplu: prin conducerea electricității prin doi electrozi de cupru, rezistența crește temperatura pieselor de prelucrat, făcându-le să se topească și să se lipească între ele. De aceea se mai numește și sudare prin rezistență. Comparativ cu alteleprocesele de sudare, sudarea în puncte nu necesită adăugarea de material de sudură, iar operațiunea este simplă.
Cum se sudează în puncte?
1: Curățarea suprafeței piesei de prelucrat
Sudarea în puncte în mod obișnuit Materiale
Aluminiu: Aluminiul este foarte comun în sudarea în puncte, în special în industria auto, unde caracteristicile sale ușoare pot înlocui structurile rigide. Cu toate acestea, sudarea aluminiului este mai dificilă din cauza conductivității sale ridicate, necesitând aproximativ de două ori mai mult curent decât materialele obișnuite. Prin urmare, atunci când sudați aluminiu, trebuie să alegeți echipamente cu putere mai mare.
Oţel: Oțelul este cel mai comun material în sudarea în puncte. Este un material dur, iar multe componente auto folosesc oțel. Sudarea prin puncte este utilizată în general pentru sudarea caroserii auto și a componentelor piulițelor rigide.
Cupru: Sudarea prin puncte a cuprului necesită tehnici speciale. Cuprul are o conductivitate termică și electrică ridicată, ceea ce îl face predispus să se lipească de electrozi. Prin urmare, alegem electrozi de wolfram sau molibden. În timpul sudării, materialul de lipire trebuie adăugat între cele două piese de prelucrat, astfel încât lipirea cu cupru este utilizată în mod obișnuit.
Otel galvanizat: Sudarea oțelului galvanizat este mai dificilă decât sudarea oțelului, necesitând un curent mai mare. Punctul de topire al stratului galvanizat este mai mic decât cel al oțelului, astfel încât este ușor să se reverse și să formeze stropi în timpul sudării.
Curățarea suprafeței piesei de prelucrat
Înainte de sudare, este important să verificați dacă piesele de prelucrat prezintă rugină sau oxidare. Dacă o fac, piesele de prelucrat trebuie tratate. Puteți folosi șmirghel sau o râșniță pentru a face suprafața netedă. În caz contrar, vor exista multe stropi, care pot afecta calitatea sudurii.
2: Pentru a lua în considerare 4 variabile înainte de sudare și de setare a parametrilor
Presiune
Alegerea presiunii adecvate este crucială. Dacă presiunea electrodului este prea mare sau prea scăzută, poate slăbi rezistența sudurii și crește dispersia acesteia. Când sudați, este important să luați în considerare caracteristicile piesei de prelucrat atunci când setați presiunea.
Timp de sudare
Setarea timpului adecvat de sudare este crucială. Dacă timpul de sudare este prea scurt, este posibil ca piesa de prelucrat să nu se topească suficient pentru a îndeplini cerințele de sudare. Pe de altă parte, dacă timpul de sudare este prea lung, piesa de prelucrat este predispusă la deformare, rezultând urme de sudare mai mari.
Curent de sudare
Curentul și timpul de sudare se completează, dar au și limitele lor. Găsirea echilibrului potrivit între cele două este esențială pentru a produce suduri perfecte.
3: Mașină de sudat în puncte
Echipamentul necesar pentru sudarea în puncte este aaparat de sudura in puncte, care vine în diferite modele. Alegerea mașinii potrivite de sudură în puncte depinde de caracteristicile piesei de prelucrat și de cerințele de sudare. De exemplu, dacă doriți să sudați împreună două plăci de oțel inoxidabil de 2 mm pentru a obține rezistența necesară a materialului de bază, va trebui să alegeți o mașină de sudură în puncte cu putere mai mare. O mașină standard de sudură în puncte cu 130KVA poate realiza acest lucru. Cu toate acestea, dacă trebuie să sudați plăci de aluminiu cu grosimea de 2 mm, veți avea nevoie de o mașină de sudat prin puncte standard cu 260KVA.
4: Așezați piesa de prelucrat între electrozi și începeți sudarea
Odată ce ați selectat o mașină de sudat prin puncte potrivită, este timpul să începeți sudarea. După conectarea sursei de alimentare și ajustarea parametrilor, așezați piesa de prelucrat pregătită între cele douăcapacul electrodului. Apăsați butonul pedalei, iar electrozii vor apăsa în jos, încălzind și comprimând piesele de prelucrat, conectând astfel punctele de contact ale celor două piese de prelucrat împreună.
5: Testul de exfoliere după sudare
După sudarea piesei de prelucrat, este dificil să se evalueze rezistența sudurii doar cu ochiul liber. Atunci trebuie să folosiți unelte pentru a testa rezistența sudurii. Testarea peelingului este o metodă excelentă. În timpul testării de decojire, respectați forța maximă de tracțiune atinsă la decojirea piesei de prelucrat. Unele piese de prelucrat au cerințe specifice pentru această valoare pentru a considera sudura acceptabilă.
Avantajele sudării în puncte pentru industria auto
Imbinari solide si de lunga durata
Piesele sudate prin sudură prin rezistență creează îmbinări puternice și durabile. Produsele realizate astfel sunt robuste și stabile, ceea ce este crucial în industria auto. De exemplu, dacă o piuliță nu este sudată bine, ar putea duce la accidente pe drum. Precizia și fiabilitatea sunt primordiale în sectorul auto, unde chiar și cea mai mică eroare este inacceptabilă. Prin urmare, sudarea prin rezistență joacă un rol crucial în asigurarea respectării acestor standarde.
Uniformitate în articulații
La sudarea componentelor auto, nu este important doar ca sudurile să fie puternice, ci și ca produsele sudate să arate estetic plăcut. Sudarea prin rezistență poate îndeplini această cerință. În special pentru sudarea caroseriei mașinii, fiecare punct de sudură ar trebui să fie discret, deoarece afectează procesarea ulterioară și aspectul general al vehiculului.
Îmbinarea materialelor diferite
Sudarea prin rezistență este potrivită și pentru sudarea materialelor diferite. În industria auto, există componente în care diferite metale trebuie îmbinate între ele. Acesta este locul în care sudarea prin rezistență este utilă, deoarece poate îmbina materiale diferite, cum ar fi oțelul și aluminiul.
Viteza de sudare
Sudarea prin rezistență nu necesită sârmă de umplutură. Este mai rapid pentru sudarea pieselor mici. În industria auto, unde sunt sudate majoritatea componentelor mici, procesul este rapid și ușor automatizat, economisind forță de muncă și sporind eficiența sudării.
Repetabilitate
Datorită adecvării sale pentru sudarea produselor repetitive, sudarea prin rezistență poate necesita ajustări ale parametrilor și echipamentelor atunci când treceți la specificații diferite. Prin urmare, este mai potrivit pentru sudarea produselor de mare volum. Componentele auto, tocmai datorită acestei caracteristici, găsesc sudarea prin rezistență deosebit de potrivită pentru industria auto.
Sudarea prin rezistență este din ce în ce mai utilizată în sectoarele industriale de astăzi. Tehnologia sa este actualizată continuu pentru a se adapta dezvoltării industriale, îndreptându-se spre automatizare. Pentru a afla mai multe despre sudarea prin rezistență, vă rugăm să urmați actualizările noastre.
FAQ:
1、Ce metodă de sudare ar trebui să folosesc pentru a suda un tambur de ulei din oțel inoxidabil care trebuie să fie etanșat?
Pentru cerințele de etanșare la aer, puteți utiliza sudarea cusăturii, asudor cusăturio pot face.
2、Ce fel de aparat de sudură este utilizat în general pentru părțile caroseriei auto?
În mod obișnuit, caroserii auto se folosesclocpistol de sudare, care sunt flexibile și ușor de automatizat.
3、Ce aparat de sudare prin puncte este necesar pentru a suda oțel inoxidabil cu grosimea de 2 mm?
O sudură în puncte de 130 kVAmașină de ingva funcționa bine.
4、Cum sudez o piuliță M8 pe o placă de oțel carbon de 2 mm?
Puteți utiliza o sudură de proiecțiemașină de ing.
5、Cum pot ajusta parametrii de sudare în puncte?
Reglați parametrii în funcție de specificațiile piesei dvs. de prelucrat și de cerințele de sudare.
6、Cumtosudare la puncte fără sudor?
Puteți folosi un robot pentru încărcare și sudare automată.
7、Cumtosudarea aluminiului?
Aluminiul are un punct de topire scăzut, așa că aveți nevoie de o putere mai mare. OMFDCse poate folosi aparatul de sudare prin puncte.
Ora postării: 30-mai-2024




