


Varjenje pločevine je ključen del proizvodnega procesa za različne kovinske izdelke. Točkovno varjenje se pogosto uporablja v avtomobilski industriji, strojni industriji gospodinjskih aparatov in industriji pločevinastih škatel. Sodobna tehnologija zahteva vedno višjo kakovost varjenja. V tem članku bomo podrobno razložili postopek točkovnega varjenja in razpravljali o prednostihtočkovno varjenjev avtomobilski industriji.
Kaj je točkovno varjenje
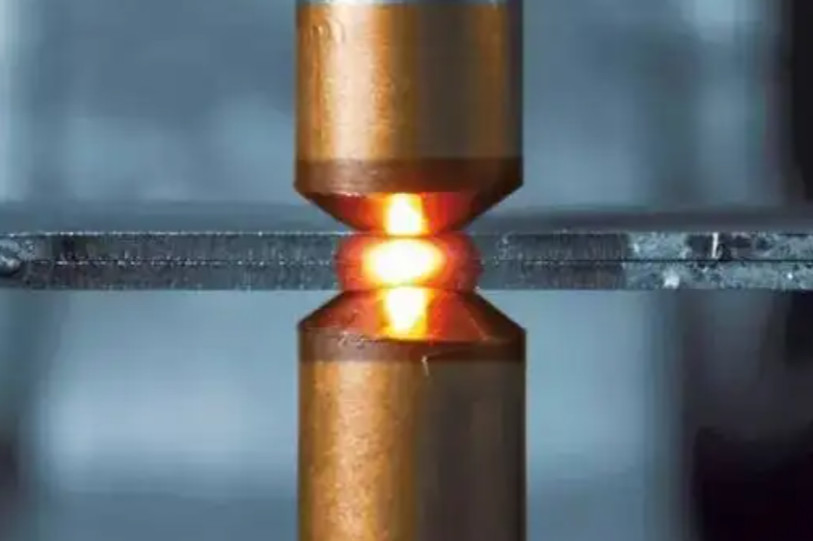
Točkovno varjenje je vrstauporovno varjenje. Vključuje postavitev dveh obdelovancev med zgornjo in spodnjo elektrodo, njuno segrevanje z električnim tokom in uporabo pritiska, da se ustvari plastično stanje na kontaktni površini obdelovancev, ki omogoča, da se povežeta skupaj. Njegovo načelo je preprosto: s prevajanjem električnega toka skozi dve bakreni elektrodi upor poveča temperaturo obdelovancev, zaradi česar se stopijo in povežejo. Zato se imenuje tudi uporovno varjenje. V primerjavi z drugimivarilni postopki, točkovno varjenje ne zahteva dodajanja varilnega materiala, operacija pa je preprosta.
Kako točkovno zvariti?
1: Čiščenje površine obdelovanca
Točkovno varjenje Običajni materiali
Aluminij: Aluminij je zelo pogost pri točkovnem varjenju, zlasti v avtomobilski industriji, kjer lahko njegove lahke lastnosti nadomestijo toge strukture. Vendar pa je varjenje aluminija zahtevnejše zaradi njegove visoke prevodnosti, ki zahteva približno dvakrat večji tok kot običajni materiali. Zato morate pri varjenju aluminija izbrati opremo z večjo močjo.
Jeklo: Jeklo je najpogostejši material pri točkovnem varjenju. Je trd material in številne avtomobilske komponente uporabljajo jeklo. Točkovno varjenje se običajno uporablja za varjenje avtomobilskih karoserij in komponent togih matic.
Baker: Točkovno varjenje bakra zahteva posebne tehnike. Baker ima visoko toplotno in električno prevodnost, zaradi česar se lahko lepi na elektrode. Zato izberemo elektrode iz volframa ali molibdena. Med varjenjem je treba med oba obdelovanca dodati trdo spajkanje, zato se običajno uporablja bakreno spajkanje.
Pocinkano jeklo: Varjenje pocinkanega jekla je težje kot varjenje jekla, saj zahteva večji tok. Tališče pocinkane prevleke je nižje od tališča jekla, zato se med varjenjem zlahka razlije in tvori brizganje.
Čiščenje površine obdelovanca
Pred varjenjem je pomembno preveriti, ali so obdelovanci zarjaveli ali oksidirani. Če se, je treba obdelovance obdelati. Za gladko površino lahko uporabite brusni papir ali brusilnik. V nasprotnem primeru bo veliko brizganja, kar lahko vpliva na kakovost varjenja.
2: Upoštevanje 4 spremenljivk pred varjenjem in nastavitvijo parametrov
Pritisk
Izbira ustreznega tlaka je ključnega pomena. Če je tlak elektrode previsok ali prenizek, lahko oslabi trdnost zvara in poveča njegovo disperzijo. Pri varjenju je pri nastavitvi tlaka pomembno upoštevati značilnosti obdelovanca.
Čas varjenja
Nastavitev ustreznega časa varjenja je ključnega pomena. Če je čas varjenja prekratek, se obdelovanec morda ne bo stopil dovolj, da bi zadostil zahtevam varjenja. Po drugi strani, če je čas varjenja predolg, je obdelovanec nagnjen k deformacijam, kar ima za posledico večje madeže zvarov.
Varilni tok
Varilni tok in čas se dopolnjujeta, vendar imata tudi svoje meje. Iskanje pravega ravnovesja med obema je ključnega pomena za ustvarjanje popolnih zvarov.
3: Stroj za točkovno varjenje
Oprema, potrebna za točkovno varjenje, je astroj za točkovno varjenje, ki je na voljo v različnih modelih. Izbira pravega aparata za točkovno varjenje je odvisna od lastnosti obdelovanca in zahtev varjenja. Na primer, če želite skupaj zvariti dve 2 mm plošči iz nerjavečega jekla, da dosežete zahtevano trdnost osnovnega materiala, boste morali izbrati stroj za točkovno varjenje z večjo močjo. To lahko doseže standardni stroj za točkovno varjenje s 130 KVA. Če pa morate zvariti 2 mm debele aluminijaste plošče, boste potrebovali standardni stroj za točkovno varjenje z 260 KVA.
4: Postavite obdelovanec med elektrode in začnite variti
Ko ste izbrali ustrezen aparat za točkovno varjenje, je čas, da se lotite varjenja. Po priključitvi napajalnika in nastavitvi parametrov postavite pripravljen obdelovanec med obapokrov elektrode. Pritisnite gumb nožnega pedala in elektrode bodo pritisnile navzdol, segrele in stisnile obdelovance ter s tem povezale kontaktne točke obeh obdelovancev skupaj.
5: Preizkus luščenja po varjenju
Po varjenju obdelovanca je le s prostim očesom težko oceniti trdnost zvara. Takrat morate uporabiti orodja za testiranje trdnosti zvara. Testiranje luščenja je odlična metoda. Med preskusom luščenja opazujte največjo natezno silo, doseženo pri lupljenju obdelovanca. Nekateri obdelovanci imajo posebne zahteve za to vrednost, da je zvar sprejemljiv.
Prednosti točkovnega varjenja za avtomobilsko industrijo
Trdni in dolgotrajni spoji
Deli, varjeni z uporovnim varjenjem, ustvarjajo močne in vzdržljive spoje. Tako izdelani izdelki so čvrsti in stabilni, kar je v avtomobilski industriji ključnega pomena. Na primer, če matica ni varno privarjena, lahko povzroči nesrečo na cesti. Natančnost in zanesljivost sta najpomembnejši v avtomobilskem sektorju, kjer je že najmanjša napaka nesprejemljiva. Zato ima uporovno varjenje ključno vlogo pri zagotavljanju izpolnjevanja teh standardov.
Enakomernost v sklepih
Pri varjenju avtomobilskih komponent ni pomembno le, da so zvari močni, ampak tudi, da so zvarjeni izdelki videti estetsko prijetni. To zahtevo je mogoče doseči z uporovnim varjenjem. Zlasti pri varjenju karoserije mora biti vsaka varjena točka neopazna, saj vpliva na kasnejšo obdelavo in celoten izgled vozila.
Spajanje različnih materialov
Uporovno varjenje je primerno tudi za varjenje raznovrstnih materialov. V avtomobilski industriji obstajajo komponente, pri katerih je treba med seboj združiti različne kovine. Tu pride prav uporovno varjenje, saj lahko spaja različne materiale, kot sta jeklo in aluminij.
Hitrost varjenja
Uporovno varjenje ne zahteva polnilne žice. Hitrejši je za varjenje majhnih delov. V avtomobilski industriji, kjer se varijo večinoma majhne komponente, je postopek hiter in enostaven avtomatiziran, kar prihrani delo in poveča učinkovitost varjenja.
Ponovljivost
Zaradi svoje primernosti za varjenje ponavljajočih se izdelkov lahko uporovno varjenje zahteva prilagoditev parametrov in opreme pri prehodu na druge specifikacije. Zato je bolj primeren za varjenje izdelkov velike količine. Avtomobilske komponente so prav zaradi te lastnosti uporovnega varjenja še posebej primerne za avtomobilsko industrijo.
Uporovno varjenje se vse pogosteje uporablja v današnjih industrijskih sektorjih. Njegova tehnologija se nenehno posodablja, da bi se prilagodila industrijskemu razvoju in se približala avtomatizaciji. Če želite izvedeti več o uporovnem varjenju, spremljajte naše posodobitve.
pogosta vprašanja:
1、Kakšno metodo varjenja naj uporabim za varjenje soda za olje iz nerjavečega jekla, ki mora biti tesno zaprt?
Za zrakotesnost lahko uporabite šivno varjenje, avarilec šivovzmore to.
2、Kakšen varilni stroj se običajno uporablja za avtomobilske dele?
Karoserije običajno uporabljajospotvarilna pištola, ki so prilagodljivi in enostavni za avtomatizacijo.
3、Kateri točkovni varilec je potreben za varjenje 2 mm debelega nerjavečega jekla?
130kVA točkovni zvaring strojbo dobro delovalo.
4、Kako privarim matico M8 na 2 mm ploščo iz ogljikovega jekla?
Uporabite lahko projekcijski zvaring stroj.
5、Kako prilagodim parametre točkovnega varjenja?
Prilagodite parametre glede na specifikacije vašega obdelovanca in zahteve za varjenje.
6、kakototočkovni var brez varilca?
Za avtomatizirano polnjenje in varjenje lahko uporabite robota.
7、kakotovariti aluminij?
Aluminij ima nizko tališče, zato potrebujete večjo moč. AMFDClahko uporabite točkovni varilec.
Čas objave: 30. maj 2024




