


Заваривање шавова је компликован процес заваривања. Овај чланак истражује замршености заваривања шавова, од његових принципа рада до његових примена, предности и изазова. Без обзира да ли сте нови у заваривању или желите да продубите своје разумевање ове основне индустријске технике, овај водич ће пружити вредан увид у то како функционише заваривање шавова и где се обично користи.
Увод у заваривање шавова
Заваривање шавова је специјализована врстапроцес отпорног заваривањагде су два или више комада метала спојени дуж непрекидног шава или низа преклапајућих тачкастих завара. Широко се користи у индустријама које захтевају херметичке или водонепропусне спојеве, као што су аутомобилски, ваздухопловни и производни сектори. За разлику од традиционалног тачкастог заваривања, које ствара појединачне тачке заваривања, шавно заваривање производи непрекидан, јак завар користећи ротирајуће електроде које се крећу дуж споја, спајајући материјале заједно.
Како функционише заваривање шавова
Заваривање шавова ради на истом основном принципу као и отпорно заваривање:електрични отпор се користи за стварање топлоте, која топи материјале који се заварују заједно. Међутим, заваривање шавова се разликује по томе како се завар наноси непрекидно дуж дужине радног комада. Испод је преглед основних компоненти и начина на који процес функционише.
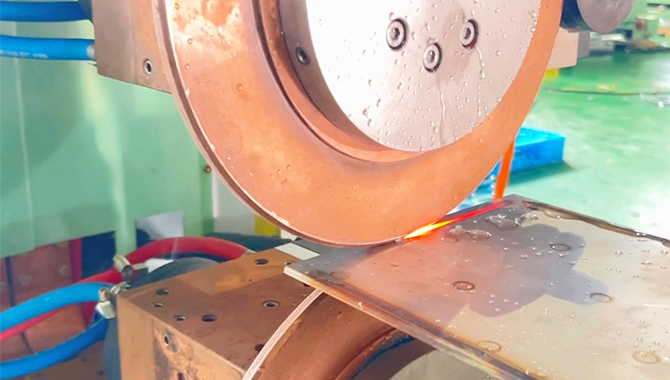
Ротирајуће електроде:Срце процеса заваривања шавова је употреба две цилиндричне, ротирајуће електроде, обично направљене од бакра или других проводних материјала. Ове електроде притискају металне делове, обезбеђујући и електричну струју и механичку силу потребну за стварање завара. Како се електроде ротирају, оне се крећу дуж дужине зглоба, примењујући притисак и струју непрекидно.
Тренутна апликација:Електрична струја се пропушта кроз електроде, стварајући отпор на месту где се два метална дела додирују. Отпор ствара топлоту, узрокујући да се метали топе и спајају. Код заваривања шавова, ова струја се примењује на импулсни или континуирани начин, у зависности од специфичног типа заваривања (о чему се даље говори у наставку).
Притисак и хлађење:Како струја тече, ротирајуће електроде примењују константан притисак на радни предмет, обезбеђујући да се растопљени материјал очврсне у чврст, непрекидан завар. Електроде такође служе као механизам за хлађење, помажући да се регулише температура и спречи прегревање, које може оштетити завар или околне материјале.
Континуирано кретање:Ротационо дејство електрода је оно што заваривање шавова издваја од осталих техника отпорног заваривања. Електроде се крећу дуж линије споја контролисаном брзином, обезбеђујући да се топлота равномерно примењује по целој дужини шава. Добијени завар је јак, конзистентан и често не пропушта ваздух или течност.
Врсте заваривања шавова
Заваривање шавова може се категорисати у два главна типа на основу начина на који се струја примењује:
Континуирано заваривање шавова
У овој методи се примењује константна електрична струја док се електроде крећу дуж зглоба. Ово резултира непрекидним заваром који подсећа на перлу. Континуирано заваривање шавова се често користи када је потребно херметичко или водонепропусно заптивање, на пример у резервоарима или цевима за гориво.
Интермитентно заваривање шавова
Такође познат као заваривање у тачки, ова метода примењује електричну струју у импулсима док се електроде померају. Резултат је низ преклапајућих тачкастих завара који формирају шав. Ова врста заваривања шавова се често користи када је интегритет структуре важнији од херметичности, као што је у одређеним аутомобилским апликацијама.
Материјали погодни за заваривање шавова
Машина за заваривање шавоваје посебно ефикасан на металима који добро проводе струју и имају нижу тачку топљења. Уобичајени материјали укључују:
Челик:И нискоугљенични и нерђајући челици су често заварени у аутомобилској и индустријској примени.
Алуминијум:Иако је изазовнији због своје веће проводљивости, алуминијум се обично завари шавом у ваздухопловству и производњи.
легуре бакра:Бакар'одлична проводљивост чини га идеалним за употребу у компонентама које захтевају високу топлотну и електричну ефикасност, као што су радијатори и електрична кућишта.
Примене заваривања шавова
Заваривање шавова се широко користи у индустријама које захтевају спојеве велике чврстоће, херметичке или течности. Испод су неке од најчешћих апликација:
Аутомобилска индустрија:Заваривање шавова се често користи у производњи аутомобилских компоненти као што су резервоари за гориво, пригушивачи и фелне точкова. Континуирани завар осигурава да су ови делови херметички и издржљиви, способни да издрже тешка окружења и високе притиске.
Ваздухопловство:Ваздухопловна индустрија често захтева лагане, али јаке компоненте, а заваривање шавова се користи за спајање танких лимова од алуминијума и челика. У овој области, потреба за поузданим, херметичким и водонепропусним спојевима је критична за системе горива и структурне компоненте.
Производња резервоара и контејнера:Заваривање шавова се у великој мери користи за производњу резервоара за гориво, резервоара за воду и хемијских контејнера који морају бити потпуно затворени да би се спречило цурење. Непрекидна линија заваривања обезбеђује интегритет резервоара, чинећи га погодним за држање течности или гасова под притиском.
Металне цеви и цеви:Заваривање шавова се користи за производњу металних цеви и цеви за различите индустрије, укључујући нафту и гас, водовод и грађевинарство. Метода обезбеђује непрекидан, непропусни шав који може да издржи унутрашњи притисак.
Паковање хране и пића:У индустрији амбалаже, заваривање шавова се користи за производњу металних лименки, контејнера и поклопаца. Прецизност и брзина заваривања шавова чине га идеалним избором за производњу великих размера, обезбеђујући да су производи безбедно запечаћени и остају стерилни.
Електричне компоненте:Заваривање шавова се такође користи за производњу компоненти као што су радијатори, грејни елементи и електрична кућишта. Континуирани шав осигурава електрични континуитет и структурни интегритет.
Предности заваривања шавова
Заваривање шавова нуди неколико предности у односу на друге технике заваривања, што га чини популарним избором у индустријама које захтевају издржљиве, висококвалитетне спојеве. Ево неких од кључних предности:
Брзина и ефикасност: Заваривање шавова је веома ефикасно, посебно у условима континуиране производње. Аутоматизовани процес омогућава брзо заваривање дуж целе дужине шава, смањујући време производње.
Чврсти, конзистентни завари: Континуирана природа заваривања шавова осигурава да је завар уједначен преко споја, што резултира јачом и поузданијом везом. Ова конзистенција смањује ризик од дефеката као што су пукотине или слабе тачке.
Непропусне и водонепропусне заптивке: Заваривање шавова је идеално за апликације где спој мора бити потпуно заптивен, као што су резервоари, цеви и контејнери. Континуирани завар обезбеђује да нема празнина кроз које ваздух или течности могу да прођу.
Минимална дисторзија: Пошто је топлота заваривања локализована и електроде обезбеђују континуирано хлађење, заваривање шавова производи минимално изобличење околног материјала. Ово је посебно важно када радите са танким металима који су склони савијању.
Погодан за аутоматизацију: Процеси заваривања шавова су веома компатибилни са аутоматизацијом, што их чини идеалним за велика производна окружења. Аутоматизоване машине за заваривање шавова могу да дају доследне резултате уз минималну људску интервенцију, смањујући трошкове рада и повећавајући учинак.
Изазови и ограничења заваривања шавова
Иако заваривање шавова има бројне предности, оно такође представља неке изазове и ограничења:
Висока цена опреме:Специјализована опрема потребна за заваривање шавова, посебно за континуирано заваривање шавова, може бити скупа. То га чини мање доступним за мање радионице или компаније са ограниченим буџетом.
Материјална ограничења:Заваривање шавова најбоље функционише на проводним металима као што су челик и алуминијум. Материјали који имају слабу проводљивост или су осетљиви на топлоту, као што су одређене пластике или керамика, не могу се заварити овим методом.
Ограничења дебљине:Заваривање шавова је најефикасније на тањим материјалима, обично испод 3 мм дебљине. За дебље материјале, друге технике заваривања, као што су МИГ или ТИГ заваривање, могу бити прикладније.
Истрошеност електрода:Константна ротација и притисак електрода могу довести до хабања током времена, посебно када се заваривају материјали попут челика који могу изазвати деградацију електрода. Редовно одржавање и замена електрода су неопходни да би се обезбедио доследан рад.
Закључак
Заваривање шавова је суштински процес у савременој производњи, који нуди поуздан, ефикасан начин за стварање јаких, континуираних завара. Његове примене су огромне, обухватају индустрије као што су аутомобилска индустрија, ваздухопловство и паковање, где је потреба за херметичким или водонепропусним спојевима критична. Са својом способношћу да брзо произведе конзистентне, издржљиве заварене спојеве, заваривање шавова је пожељна техника за производна окружења великог обима.
Међутим, важно је узети у обзир ограничења заваривања шавова, посебно у погледу цене опреме и компатибилности материјала. За компаније које желе да инвестирају у заваривање шавова, предности повећане продуктивности, снажног интегритета завара и компатибилности са аутоматизацијом чине га вредним додатком сваком производном процесу.
Време поста: 09.10.2024




