


las lambar logam mangrupakeun bagian krusial tina prosés produksi pikeun sagala rupa produk logam. Spot welding loba dipaké dina industri manufaktur otomotif, industri hardware Perkakas imah, sarta industri kotak lambar logam. Téknologi modern nungtut kualitas las anu langkung luhur. Dina artikel ieu kami baris ngajelaskeun prosés las titik di jéntré tur ngabahas kaunggulan tinalas titikdina industri otomotif.
Naon Dupi Spot Welding
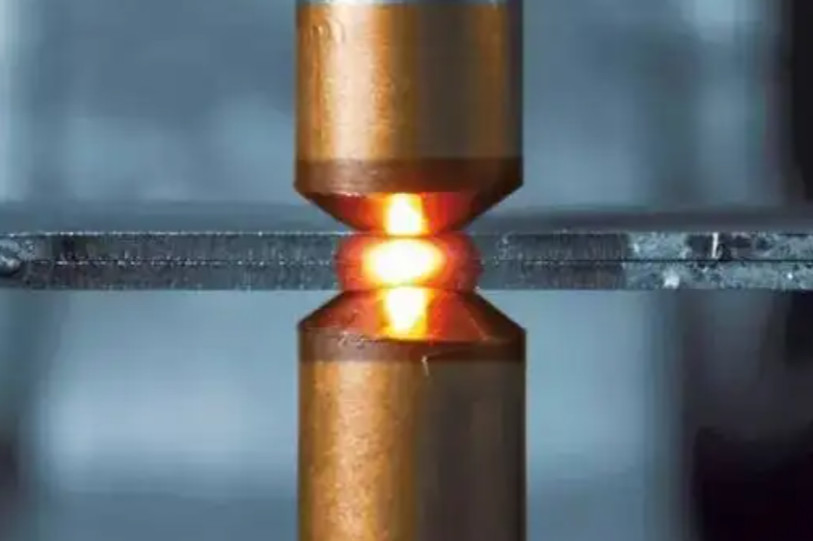
Spot welding mangrupakeun jenislas lalawanan. Ieu ngawengku nempatkeun dua workpieces antara éléktroda luhur jeung handap, pemanasan aranjeunna ku arus listrik, sarta nerapkeun tekanan pikeun nyieun kaayaan plastik dina beungeut kontak tina workpieces, sahingga aranjeunna beungkeut babarengan. Prinsipna basajan: ku jalan ngalirkeun listrik ngaliwatan dua éléktroda tambaga, résistansi naek suhu workpieces, ngabalukarkeun aranjeunna ngalembereh tur beungkeut babarengan. Éta sababna disebut ogé las résistansi. Dibandingkeun jeung nu séjénprosés las, las titik teu merlukeun nambahkeun bahan las, sarta operasi anu basajan.
Kumaha Némbongkeun Weld?
1: beberesih permukaan workpiece
Spot Welding Biasana Bahan
alumunium: Aluminium pisan umum dina spot las, utamana dina industri otomotif, dimana ciri lightweight na bisa ngaganti struktur kaku. Sanajan kitu, las aluminium leuwih nangtang kusabab konduktivitas tinggi na, merlukeun ngeunaan dua kali arus bahan biasa. Ku alatan éta, nalika las aluminium, Anjeun kudu milih alat kalawan kakuatan luhur.
Baja: Baja nyaéta bahan anu paling umum dina las titik. Ieu bahan teuas, sarta loba komponén otomotif make baja. Spot welding umumna dipaké pikeun las awak mobil jeung komponén nut kaku.
Tambaga: Spot welding tambaga merlukeun téhnik husus. Tambaga gaduh konduktivitas termal sareng listrik anu luhur, sahingga gampang nempel kana éléktroda. Kituna, urang milih éléktroda tungsten atanapi molybdenum. Salila las, bahan brazing perlu ditambahkeun antara dua workpieces, jadi brazing tambaga ilahar dipaké.
Baja galvanis: Las baja galvanized leuwih hese tibatan las baja, merlukeun ayeuna luhur. Titik lebur tina palapis galvanized leuwih handap tina baja, ku kituna gampang ngabahekeun sarta ngabentuk splashes salila las.
Beberesih permukaan workpiece
Sateuacan las, éta penting pikeun pariksa naha workpieces boga karat atawa oksidasi. Upami kitu, workpieces kedah dirawat. Anjeun tiasa nganggo sandpaper atanapi coét pikeun ngajantenkeun permukaanna rata. Upami teu kitu, bakal aya loba splatter, nu bisa mangaruhan kualitas las.
2: Pikeun Pertimbangkeun 4 Variabel Sateuacan Las Sareng Parameter Nyetel
Tekanan
Milih tekanan anu pas penting pisan. Lamun tekanan éléktroda teuing tinggi atawa teuing low, éta bisa ngaleuleuskeun kakuatan weld sarta ngaronjatkeun dispersi na. Nalika las, penting mertimbangkeun karakteristik workpiece nalika netepkeun tekanan.
Waktos las
Nyetél waktos las anu pas penting pisan. Lamun waktu las teuing pondok, workpiece nu bisa jadi teu ngalembereh cukup pikeun minuhan sarat las. Di sisi séjén, lamun waktu las panjang teuing, workpiece nu rawan deformasi, hasilna tanda weld nu leuwih gede.
Las Arus
Arus las sareng waktos silih pelengkap, tapi aranjeunna ogé gaduh watesna. Pananjung kasaimbangan katuhu antara dua mangrupakeun konci pikeun ngahasilkeun welds sampurna.
3: Mesin las titik
Alat-alat anu diperlukeun pikeun las titik nyaéta amesin las titik, nu datang dina model béda. Milih mesin las titik katuhu gumantung kana karakteristik workpiece jeung sarat las. Contona, upami anjeun hoyong weld babarengan dua pelat stainless steel 2mm pikeun ngahontal kakuatan bahan indungna diperlukeun, anjeun bakal kudu milih mesin las titik kalawan kakuatan nu leuwih luhur. Mesin las titik standar sareng 130KVA tiasa ngalaksanakeun ieu. Nanging, upami anjeun kedah ngalas pelat aluminium kandel 2mm, anjeun peryogi mesin las titik standar sareng 260KVA.
4: Teundeun Workpiece Antara éléktroda Jeung Mimitian las
Sakali anjeun tos milih mesin las titik cocog, éta waktu pikeun ngamimitian las. Saatos nyambungkeun catu daya sareng nyaluyukeun parameter, tempatkeun workpiece anu disiapkeun antara duacap éléktroda. Pencét tombol pedal suku, sarta éléktroda bakal pencét handap, pemanasan sarta compressing workpieces, kukituna nyambungkeun titik kontak tina dua workpieces babarengan.
5: The mesek Test Saatos las
Saatos las workpiece nu, hese assess kakuatan weld ku mata taranjang nyalira. Éta nalika anjeun kedah nganggo alat pikeun nguji kakuatan las. Uji mesek mangrupikeun metode anu saé. Salila nguji mesek, perhatikeun gaya tensile maksimum nu ngahontal nalika mesek workpiece nu. Sababaraha workpieces gaduh sarat husus pikeun nilai ieu deem las ditarima.
Mangpaat Spot Welding Pikeun Industri Otomotif
Padet Jeung Long-langgeng Sendi
Bagian anu dilas nganggo las lalawanan nyiptakeun sambungan anu kuat sareng awét. Produk anu dilakukeun ku cara ieu kuat sareng stabil, anu penting dina industri otomotif. Contona, upami nut teu aman dilas, éta bisa ngakibatkeun kacilakaan di jalan. Precision jeung reliabilitas anu Cangkuang di séktor otomotif, dimana sanajan kasalahan slightest teu bisa ditarima. Ku alatan éta, las lalawanan maénkeun peran krusial dina mastikeun standar ieu patepung.
Kasaragaman Dina Sendi
Dina las komponén otomotif, éta henteu ngan penting pikeun welds janten kuat tapi ogé pikeun produk dilas kasampak aesthetically pleasing. las lalawanan bisa ngahontal sarat ieu. Utamana pikeun las awak mobil, unggal titik weld kedah inconspicuous, sabab mangaruhan processing saterusna sarta penampilan sakabéh wahana.
Ngagabung tina bahan béda
las lalawanan ogé cocog pikeun las bahan dissimilar. Dina industri otomotif, aya komponén dimana logam béda kudu ngagabung babarengan. Ieu tempat las lalawanan asalna di gunana, sabab bisa gabung bahan dissimilar, kayaning baja jeung aluminium.
Las Speed
las lalawanan teu merlukeun kawat filler. Ieu leuwih gancang pikeun las bagian leutik. Dina industri otomotif, dimana lolobana komponén leutik anu dilas, prosés téh gancang jeung gampang otomatis, nyimpen tanaga gawé sarta boosting efisiensi las.
Repeatability
Alatan cocogna pikeun las produk repetitive, las lalawanan bisa merlukeun parameter jeung alat pangaluyuan lamun pindah ka spésifikasi béda. Lantaran kitu, éta leuwih cocog pikeun las produk-volume tinggi. Komponén otomotif, persis kusabab ciri ieu, mendakan las résistansi anu cocog pikeun industri otomotif.
Las lalawanan beuki loba dipaké dina séktor industri kiwari. Téknologina terus-terusan diropéa pikeun adaptasi sareng pamekaran industri, nuju ka otomatisasi. Pikeun leuwih jéntré ngeunaan las lalawanan, mangga tuturkeun apdet kami.
FAQ:
1、Naon metode las anu kuring kedah dianggo pikeun ngalas kendang minyak stainless steel anu kedah disegel pageuh?
Pikeun sarat airtight, anjeun tiasa nganggo las kelim, atukang lastiasa ngalakukeun eta.
2、Naon jenis mesin las umumna dipaké pikeun bagian awak mobil?
Awak mobil biasana dianggotitikgun las, nu fléksibel tur gampang pikeun ngajadikeun otomatis.
3、Naon kakuatan spot welder diperlukeun pikeun las 2mm kandel stainless steel?
A 130kVA spot welddina mesinbakal dianggo ogé.
4、Kumaha kuring weld nut M8 ka 2mm pelat baja karbon?
Anjeun tiasa nganggo las proyéksidina mesin.
5、Kumaha kuring nyaluyukeun parameter las titik?
Saluyukeun parameter dumasar kana spésifikasi workpiece anjeun sarta sarat las.
6、Kumahatospot weld tanpa welder a?
Anjeun tiasa make robot pikeun loading otomatis tur las.
7、Kumahatolas aluminium?
Aluminium ngabogaan titik lebur low, jadi Anjeun kudu kakuatan luhur. AMFDCspot welder bisa dipaké.
waktos pos: May-30-2024




