


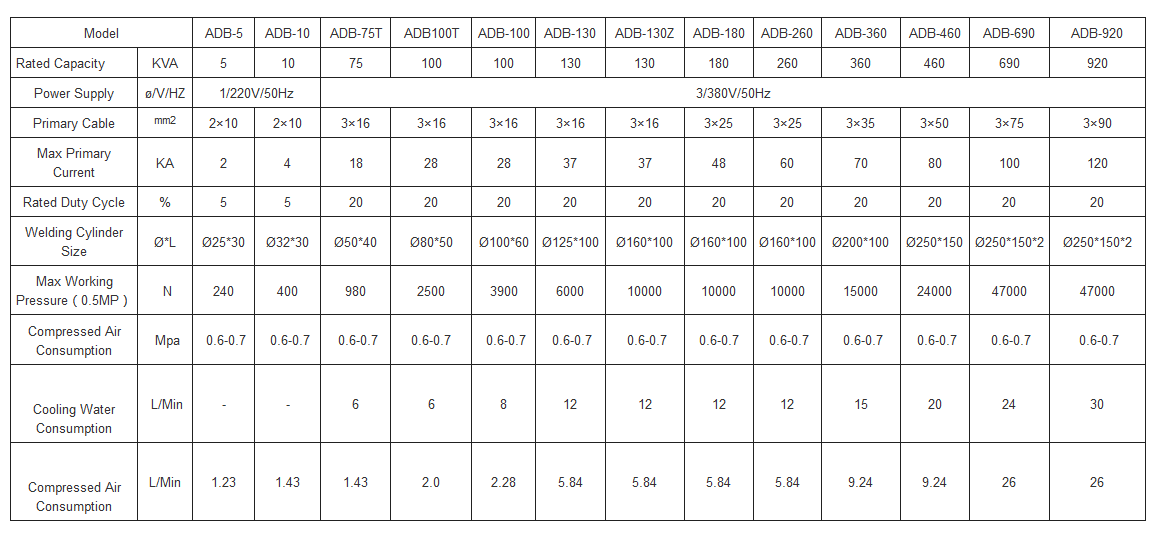
ADB-260 MFDC punktsvetsmaskin
 Skicka e-post till oss
Skicka e-post till oss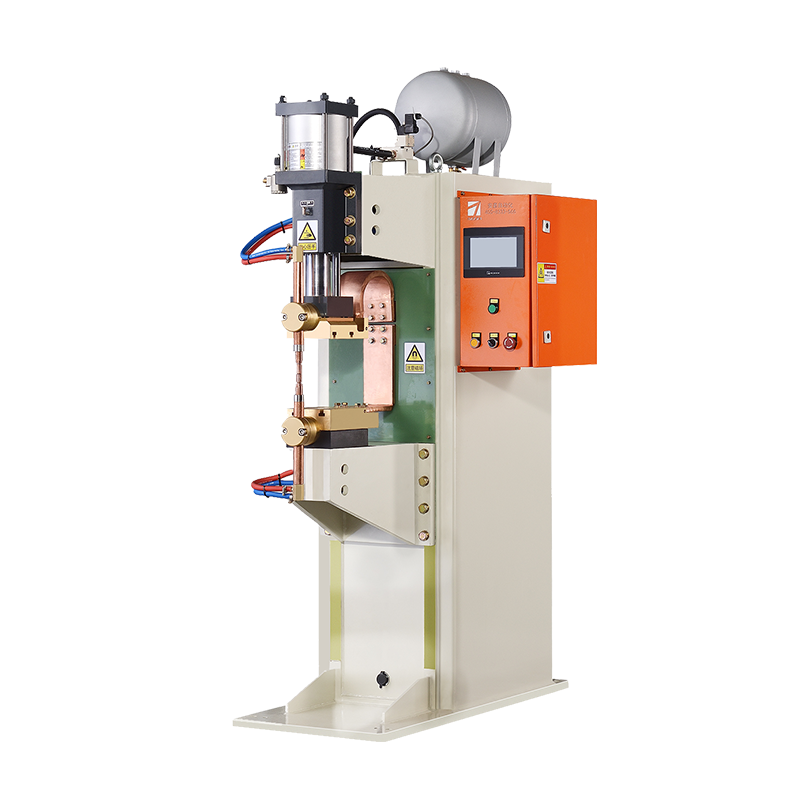
Produktintroduktion
Produktintroduktion
-
01 Kan effektivt dämpa svetsstänk och få stabila och högkvalitativa svetsresultat
Den kontinuerliga värmetillförseln som genereras av den platta utströmmen från mellanfrekvenssvetsmaskinen gör att temperaturen på nugget stiger kontinuerligt. Samtidigt kommer den exakta kontrollen av den nuvarande stigande lutningen och tiden inte att orsaka stänk på grund av värmehopp och okontrollerbar strömstigningstid. Producera.
-
02 Kort starttid, hög termisk effektivitet, vacker svetsform
Mellanfrekvensomriktarens punktsvetsare har en platt utgående svetsström, vilket säkerställer hög effektivitet och kontinuerlig tillförsel av svetsvärme. Och starttiden är kort och når ms-nivån, vilket gör den svetsvärmepåverkade zonen liten och lödfogarna formas vackert.
-
03 Hög kontrollprecision
På grund av den höga arbetsfrekvensen (vanligtvis 1-4KHz) för mellanfrekvenspunktsvetsmaskinen är återkopplingsstyrningsnoggrannheten 20-80 gånger den för den allmänna AC-punktsvetsmaskinen och den sekundära korrigeringspunktsvetsmaskinen, och motsvarande utgångskontroll noggrannheten är också mycket hög.
-
04 Energibesparing
energibesparing. På grund av hög termisk effektivitet, liten svetstransformator och liten järnförlust kan inverternsvetsmaskinen spara mer än 30 % energi än AC-punktsvetsmaskin och sekundär korrigeringspunktsvetsmaskin vid svetsning av samma arbetsstycke.
-
05 Inverter punktsvetsmaskin är lämplig för balansering av elnät, utan effektkompensationsutrustning
Den används för punktsvetsning och mutterprojektionssvetsning av höghållfast stål och varmformat stål i biltillverkningsindustrin, punktsvetsning och flerpunktsprojektionssvetsning av vanlig lågkolstålplåt, rostfri stålplåt, galvaniserad plåt, aluminiumplåt, motståndslödning och punktsvetsning av koppartråd inom hög- och lågspänningselektrisk industri, silverpunktsvetsning, kopparplåtslödning, sammansatt silverpunktsvetsning, etc.













Svetsare detaljer
Svetsare detaljer

Svetsparametrar
Svetsparametrar
Anpassad process
Anpassad process










Framgångsrika fall
Framgångsrika fall




Eftermarknadssystem
Eftermarknadssystem
-
20+ år
serviceteam
Noggrann och professionell -
24hx7
tjänst online
Ingen oro efter försäljning efter försäljning -
Gratis
Förse
teknisk utbildning fritt.



Partner
Partner




















Vanliga frågor om svetsare
Vanliga frågor om svetsare
- F: Hur garanterar man säkerheten för punktsvetsmaskin?
S: Säkra driftprocedurer måste följas när du använder en punktsvetsare, inklusive att bära säkerhetsutrustning, se till att utrustningen fungerar korrekt och undvika att vidröra exponerade ledningar.
- F: Behöver punktsvetsare regelbundet underhåll?
S: Ja, regelbundet underhåll kommer att hålla din punktsvetsare igång som bäst och förlänga livslängden på din utrustning.
- F: Vad omfattar underhållet av punktsvetsmaskinen?
S: Underhåll av en punktsvetsare inkluderar rengöring av utrustningen, byte av slitna delar, kontroll av el- och strömkablar och periodisk kontroll av utrustningens driftsstatus.
- F: Vilken elektrod behöver jag för en punktsvetsare?
S: Valet av elektroder bör bestämmas enligt svetsprojektets typ och material.
- F: Hur hanterar man slitaget på elektroden under användningen av punktsvetsmaskinen?
S: När elektroden är utsliten bör den bytas ut i tid för att säkerställa bästa möjliga funktion av utrustningen.
- F: Hur väljer man rätt tryck för punktsvetsmaskin?
S: Rätt tryck bör bestämmas i enlighet med svetsprojektets typ och material för att säkerställa bästa svetsresultat.




