


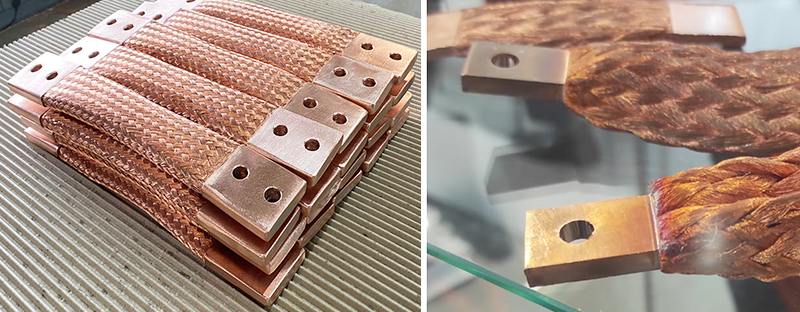
Samlingsskenoranvänds alltmer i den nuvarande nya energisektorn, inklusive industrier som elfordon, energilagring och kraftsystem. Allteftersom tekniken går framåt har samlingsskenors material utvecklats från koppar till koppar-nickel, koppar-aluminium, aluminium och grafenkompositer. Dessa samlingsskenor är mycket beroende av formning och svetsning, eftersom de behöver anslutas till batterier, elektriska styrsystem och andra komponenter. Svetsning i ändarna och mittsektionerna är avgörande för dessa anslutningar, meddiffusionssvetsningär den primära metoden för formning av samlingsskenor.
Typer av samlingsskenorDiffusionssvetsutrustning
Det finns två huvudtyper av diffusionssvetsutrustning för samlingsskenor. En är resistansdiffusionssvetsning, som direkt värmer basmaterialet genom en hög ström. Den andra är högfrekvent diffusionssvetsning, där grafit värms upp och överför värme till basmaterialet. Båda metoderna värmer basmaterialet till en viss temperatur och bildar under högt tryck en fastfasförbindelse, vilket uppnår diffusionssvetseffekten. Vilken uppvärmningsmetod som används beror på samlingsskenans material.
Motståndsdiffusionssvetsning
Motståndsdiffusionssvetsning används främst för kopparskenor, eftersom koppar har hög smältpunkt och konduktivitet. För att säkerställa enhetlig uppvärmning och påskynda processen används grafitelektroder. De övre och nedre elektroderna leder hög ström till kopparsamlingsskenan och värmer den genom kontaktmotstånd mellan flera lager av kopparfolie. Grafitelektroderna själva genererar också värme på grund av deras höga motstånd. Denna kombinerade uppvärmning kan höja temperaturen på kopparsamlingsskenan till över 600°C och nå upp till 1300°C, vilket möjliggör framgångsrik diffusionssvetsning under högt tryck.
Högfrekvent diffusionssvetsning
Högfrekvent diffusionssvetsning är lämplig för samlingsskenor av aluminium, koppar-nickel-samlingsskenor, koppar-aluminium-samlingsskenor och sammansatta samlingsskenor som koppar och icke-metalliska kombinationer. Denna metod använder indirekt uppvärmning, vilket gör den idealisk för svetsning av komplexa material. Vid högfrekvent diffusionssvetsning värms grafit upp och överför sedan värmen till basmaterialet, med temperaturer som når upp till 1200°C. Under högt tryck bildar materialen en solid förbindelse.
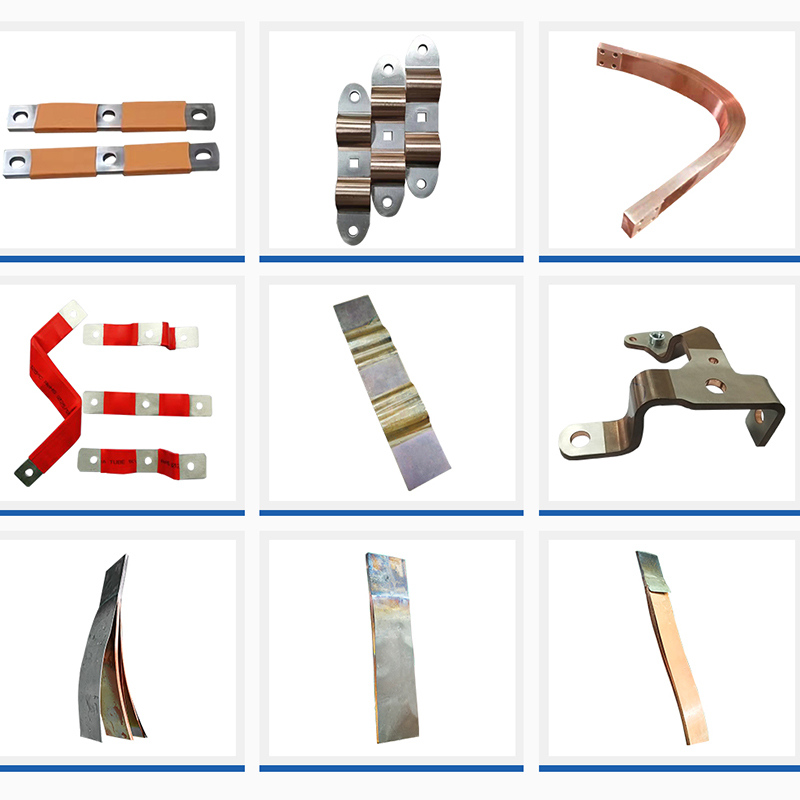
Diffusionssvetsning av olika samlingsskenmaterial
Kopparmaterial är relativt lättare att svetsa på grund av deras oxiders stabilitet. Tjockare kopparskenor, såsom de som används i kraftsystem, kräver motståndsdiffusionssvetsning på grund av dess höga uppvärmningseffektivitet. Dessa kan vara så tjocka som 50 mm med en svetsarea på 200x200 mm. Tunnare samlingsskenor, som de som används i elfordon, vanligtvis 3 mm tjocka med en svetsarea på 25x50 mm, kan använda antingen motståndssvetsning eller högfrekvent diffusionssvetsning.
Aluminiumsamlingsskenor är mer utmanande på grund av aluminiums smältpunkt (670°C) och den mycket högre smältpunkten för aluminiumoxid (2000°C). För aluminium används vanligtvis högfrekvent diffusionssvetsning, med materialet rengjort i förväg för att avlägsna oxider. Diffusionstemperaturen är vanligtvis inställd under 600°C.
Koppar-nickel samlingsskenor består av flera lager av kopparfolie med en nickelfoliebeläggning för slitage och korrosionsbeständighet. Högfrekvent diffusionssvetsning används vanligtvis för att hantera den stora skillnaden i elektriskt motstånd mellan koppar och nickel. Sammansatta samlingsskenor, såsom koppar i kombination med grafen, kräver högfrekvent diffusionssvetsning för att exakt kontrollera uppvärmningsprocessen och undvika att skada basmaterialen samtidigt som diffusion uppnås.
Tryckmetoder vid skendiffusionssvetsningMaskin
Diffusionssvetsning kräver högt tryck, vilket kan appliceras med luft-vätskeförstärkare, hydrauliska system eller servosystem. Traditionella metoder använder mestadels hydrauliska system för sin stabila effekt och höga kraft. Nuförtiden är servopressning allt mer populärt för sin exakta tryckkontroll och justerbara förskjutning, vilket säkerställer hög noggrannhet i den svetsade produktens dimensioner.
Slutsats
Detta är en kort översikt över skendiffusionssvetsning. Om du letar efter rätt svetsmetod för samlingsskenor bör den här artikeln ge några svar. Med den kontinuerliga utvecklingen av svetsteknik antas mer innovativa tekniker för att möta det moderna samhällets krav.
Posttid: 2024-09-20




