


Plåtsvetsning är en avgörande del av tillverkningsprocessen för olika metallprodukter. Punktsvetsning används i stor utsträckning inom fordonstillverkningsindustrin, hushållsapparaters hårdvara och plåtlådindustrin. Modern teknik kräver allt högre svetskvalitet. I den här artikeln kommer vi att förklara punktsvetsprocessen i detalj och diskutera fördelarna medpunktsvetsninginom fordonsindustrin.
Vad är punktsvetsning
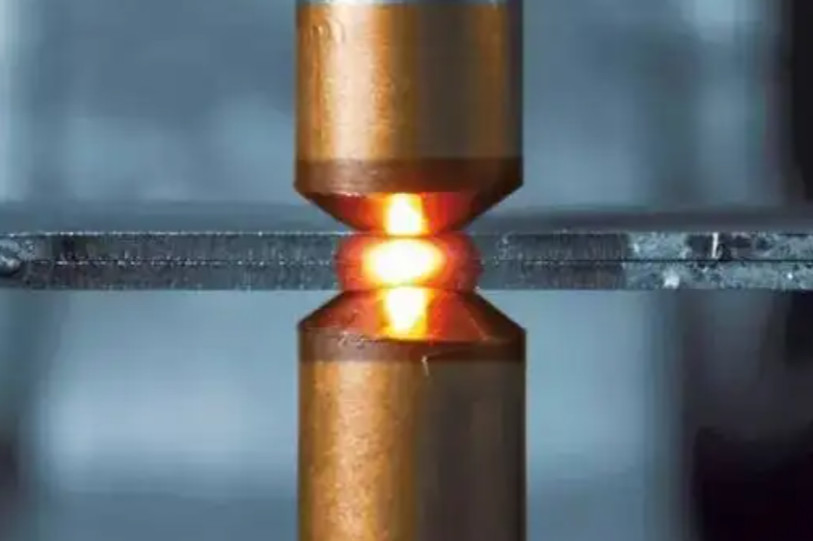
Punktsvetsning är en typ avmotståndssvetsning. Det innebär att placera två arbetsstycken mellan övre och nedre elektroder, värma dem med en elektrisk ström och applicera tryck för att skapa ett plastiskt tillstånd vid arbetsstyckenas kontaktyta, vilket gör att de kan binda samman. Dess princip är enkel: genom att leda elektricitet genom två kopparelektroder ökar resistansen temperaturen på arbetsstyckena, vilket får dem att smälta och binda samman. Det är därför det också kallas för motståndssvetsning. Jämfört med andrasvetsprocesser, punktsvetsning kräver inte tillsats av svetsmaterial, och operationen är enkel.
Hur man punktsvets?
1: Ytrengöring av arbetsstycket
Punktsvetsning vanliga material
Aluminium: Aluminium är mycket vanligt vid punktsvetsning, särskilt inom bilindustrin, där dess lätta egenskaper kan ersätta stela strukturer. Svetsning av aluminium är dock mer utmanande på grund av dess höga ledningsförmåga, som kräver ungefär dubbelt så mycket ström som vanliga material. När du svetsar aluminium måste du därför välja utrustning med högre effekt.
Stål: Stål är det vanligaste materialet vid punktsvetsning. Det är ett hårt material och många fordonskomponenter använder stål. Punktsvetsning används vanligtvis för att svetsa bilkarosser och stela mutterkomponenter.
Koppar: Punktsvetsning av koppar kräver speciella tekniker. Koppar har hög termisk och elektrisk ledningsförmåga, vilket gör den benägen att fastna på elektroder. Därför väljer vi volfram- eller molybdenelektroder. Under svetsning måste lödmaterial läggas till mellan de två arbetsstyckena, så kopparlödning används vanligtvis.
Galvaniserat stål: Svetsning av galvaniserat stål är svårare än att svetsa stål, vilket kräver högre ström. Smältpunkten för den galvaniserade beläggningen är lägre än stålets, så det är lätt att svämma över och bilda stänk vid svetsning.
Ytrengöring av arbetsstycket
Innan svetsning är det viktigt att kontrollera om arbetsstyckena har rost eller oxidation. Om de gör det måste arbetsstyckena behandlas. Du kan använda sandpapper eller en slipmaskin för att göra ytan slät. Annars blir det mycket stänk, vilket kan påverka svetskvaliteten.
2: Att överväga 4 variabler före svetsning och inställning av parametrar
Tryck
Att välja rätt tryck är avgörande. Om elektrodtrycket är för högt eller för lågt kan det försvaga svetsens hållfasthet och öka dess spridning. Vid svetsning är det viktigt att ta hänsyn till arbetsstyckets egenskaper när trycket ställs in.
Svetsningstid
Att ställa in lämplig svetstid är avgörande. Om svetstiden är för kort kan det hända att arbetsstycket inte smälter tillräckligt för att uppfylla svetskraven. Å andra sidan, om svetstiden är för lång är arbetsstycket benäget att deformeras, vilket resulterar i större svetsmärken.
Svetsström
Svetsströmmen och tiden kompletterar varandra, men de har också sina gränser. Att hitta rätt balans mellan de två är nyckeln till att producera perfekta svetsar.
3: Punktsvetsmaskin
Utrustningen som krävs för punktsvetsning är enpunktsvetsmaskin, som finns i olika modeller. Att välja rätt punktsvetsmaskin beror på arbetsstyckets egenskaper och svetskraven. Om du till exempel vill svetsa ihop två 2 mm rostfria stålplåtar för att uppnå den nödvändiga hållfastheten i modermaterialet, måste du välja en punktsvetsmaskin med högre effekt. En vanlig punktsvetsmaskin med 130KVA kan åstadkomma detta. Men om du behöver svetsa 2 mm tjocka aluminiumplåtar behöver du en standard punktsvetsmaskin med 260KVA.
4: Placera arbetsstycket mellan elektroderna och börja svetsa
När du har valt en lämplig punktsvetsmaskin är det dags att börja svetsa. Efter att ha anslutit strömförsörjningen och justerat parametrarna, placera det förberedda arbetsstycket mellan de tvåelektrodlock. Tryck på fotpedalknappen, och elektroderna kommer att trycka ner, värma och komprimera arbetsstyckena och därigenom koppla samman kontaktpunkterna för de två arbetsstyckena.
5: Avskalningstestet efter svetsning
Efter svetsning av arbetsstycket är det svårt att bedöma styrkan på svetsen med blotta ögat. Det är då du behöver använda verktyg för att testa svetsens styrka. Peel-testning är en utmärkt metod. Under avskalningstestning, observera den maximala dragkraften som uppnås när arbetsstycket skalas. Vissa arbetsstycken har specifika krav på detta värde för att anse svetsen acceptabel.
Fördelarna med punktsvetsning för fordonsindustrin
Fasta och långvariga leder
Delar svetsade med motståndssvetsning skapar starka och hållbara fogar. Produkter som tillverkas på detta sätt är robusta och stabila, vilket är avgörande i bilindustrin. Om en mutter till exempel inte är ordentligt svetsad kan det leda till olyckor på vägen. Precision och tillförlitlighet är av största vikt inom fordonssektorn, där även det minsta fel är oacceptabelt. Därför spelar motståndssvetsning en avgörande roll för att säkerställa att dessa standarder uppfylls.
Enhetlighet i leder
Vid svetsning av fordonskomponenter är det inte bara viktigt att svetsarna är starka utan också att de svetsade produkterna ser estetiskt tilltalande ut. Motståndssvetsning kan uppnå detta krav. Speciellt för svetsning av bilkarossen bör varje svetspunkt vara oansenlig, eftersom den påverkar efterföljande bearbetning och fordonets övergripande utseende.
Sammanfogning av olika material
Motståndssvetsning är också lämplig för svetsning av olika material. Inom fordonsindustrin finns det komponenter där olika metaller behöver fogas samman. Det är här motståndssvetsning kommer väl till pass, eftersom den kan sammanfoga olika material, som stål och aluminium.
Svetshastighet
Motståndssvetsning kräver ingen tillsatstråd. Det är snabbare att svetsa små delar. Inom fordonsindustrin, där mestadels små komponenter svetsas, är processen snabb och lätt automatiserad, vilket sparar arbetskraft och ökar svetseffektiviteten.
Repeterbarhet
På grund av dess lämplighet för svetsning av repetitiva produkter kan motståndssvetsning kräva parameter- och utrustningsjusteringar vid byte till olika specifikationer. Därför är den mer lämpad för svetsning av högvolymsprodukter. Fordonskomponenter, just på grund av denna egenskap, finner motståndssvetsning särskilt lämplig för fordonsindustrin.
Motståndssvetsning används i allt större utsträckning i dagens industrisektorer. Dess teknologi uppdateras kontinuerligt för att anpassa sig till industriell utveckling, mot automatisering. För att lära dig mer om motståndssvetsning, följ våra uppdateringar.
Vanliga frågor:
1、Vilken svetsmetod ska jag använda för att svetsa en oljetrumma av rostfritt stål som måste tätas tätt?
För lufttäta krav kan du använda sömsvetsningen, ensömsvetsarekan göra det.
2、Vilken typ av svetsmaskin används vanligtvis för karossdelar?
Bilkarosser använder vanligtvisfläcksvetspistol, som är flexibla och lätta att automatisera.
3、Vilken kraftpunktsvetsare behövs för att svetsa 2 mm tjockt rostfritt stål?
En 130kVA punktsvetsing maskinkommer att fungera bra.
4、Hur svetsar jag en M8-mutter till en 2 mm kolstålplatta?
Du kan använda en projektionssvetsing maskin.
5、Hur justerar jag punktsvetsparametrar?
Justera parametrarna baserat på specifikationerna för ditt arbetsstycke och svetskraven.
6、Hurtopunktsvets utan svetsare?
Du kan använda en robot för automatiserad lastning och svetsning.
7、Hurtosvetsa aluminium?
Aluminium har låg smältpunkt, så du behöver högre effekt. AMFDCpunktsvets kan användas.
Posttid: 30 maj 2024




