


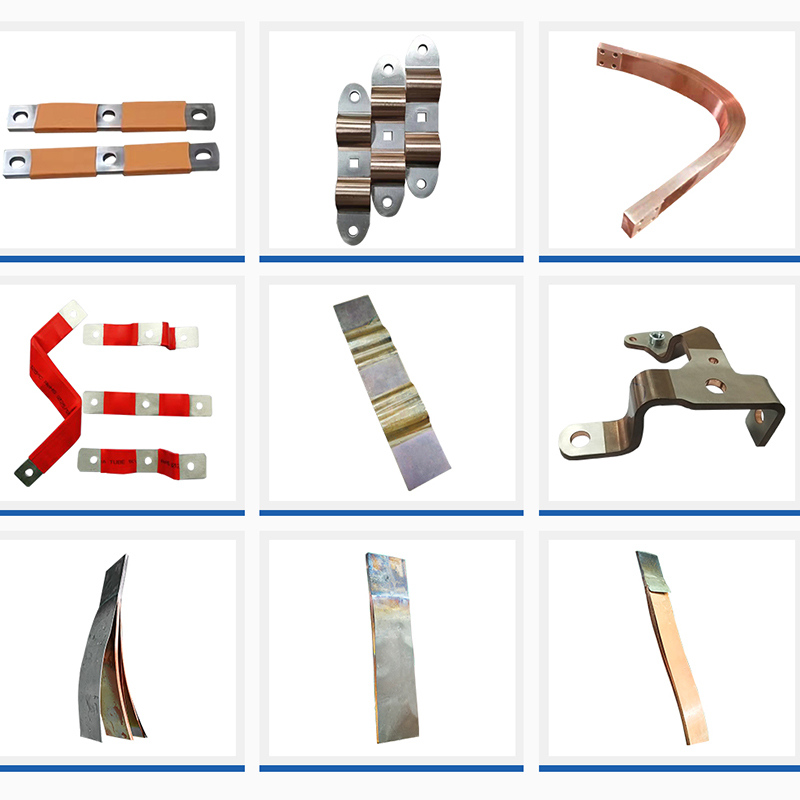
บัสบาร์มีการใช้มากขึ้นในภาคพลังงานใหม่ในปัจจุบัน รวมถึงอุตสาหกรรมต่างๆ เช่น ยานพาหนะไฟฟ้า การจัดเก็บพลังงาน และระบบไฟฟ้า เนื่องจากความก้าวหน้าทางเทคโนโลยี วัสดุ Busbar ได้พัฒนาจากทองแดงเป็นทองแดง-นิกเกิล ทองแดง-อลูมิเนียม อลูมิเนียม และคอมโพสิตกราฟีน บัสบาร์เหล่านี้อาศัยการขึ้นรูปและการเชื่อมเป็นอย่างมาก เนื่องจากจำเป็นต้องเชื่อมต่อกับแบตเตอรี่ ระบบควบคุมไฟฟ้า และส่วนประกอบอื่นๆ การเชื่อมที่ส่วนปลายและส่วนตรงกลางถือเป็นสิ่งสำคัญสำหรับการเชื่อมต่อเหล่านี้ด้วยการเชื่อมแบบแพร่กระจายเป็นวิธีการหลักในการขึ้นรูปบัสบาร์
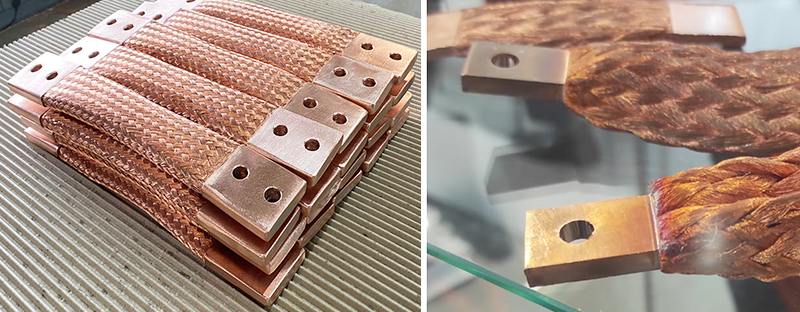
ประเภทของบัสบาร์อุปกรณ์เชื่อมแบบกระจาย
อุปกรณ์การเชื่อมแบบแพร่กระจาย Busbar มีสองประเภทหลัก ประการแรกคือการเชื่อมแบบกระจายความต้านทาน ซึ่งจะทำให้วัสดุฐานร้อนโดยตรงผ่านกระแสไฟฟ้าสูง อีกประการหนึ่งคือการเชื่อมแบบแพร่กระจายความถี่สูง โดยที่กราไฟท์จะถูกให้ความร้อนและถ่ายเทความร้อนไปยังวัสดุฐาน ทั้งสองวิธีให้ความร้อนแก่วัสดุฐานจนถึงอุณหภูมิที่กำหนด และภายใต้แรงดันสูง จะทำให้เกิดการเชื่อมต่อแบบโซลิดเฟส เพื่อให้ได้ผลการเชื่อมแบบแพร่กระจาย วิธีการให้ความร้อนที่ใช้ขึ้นอยู่กับวัสดุบัสบาร์
การเชื่อมแบบกระจายความต้านทาน
การเชื่อมแบบกระจายความต้านทานส่วนใหญ่จะใช้สำหรับบัสบาร์ทองแดง เนื่องจากทองแดงมีจุดหลอมเหลวและค่าการนำไฟฟ้าสูง เพื่อให้มั่นใจว่าได้รับความร้อนสม่ำเสมอและเร่งกระบวนการ จึงมีการใช้กราไฟท์อิเล็กโทรด อิเล็กโทรดด้านบนและด้านล่างนำกระแสไฟฟ้าสูงไปยังบัสบาร์ทองแดง โดยให้ความร้อนผ่านความต้านทานการสัมผัสระหว่างฟอยล์ทองแดงหลายชั้น ตัวอิเล็กโทรดกราไฟท์เองก็สร้างความร้อนเนื่องจากมีความต้านทานสูงเช่นกัน การให้ความร้อนแบบรวมนี้สามารถเพิ่มอุณหภูมิของบัสบาร์ทองแดงให้สูงกว่า 600°C สูงถึง 1300°C ช่วยให้การเชื่อมแบบแพร่กระจายได้สำเร็จภายใต้แรงดันสูง
การเชื่อมแบบกระจายความถี่สูง
การเชื่อมแบบแพร่กระจายความถี่สูงเหมาะสำหรับบัสบาร์อะลูมิเนียม บัสบาร์ทองแดง-นิกเกิล บัสบาร์ทองแดง-อลูมิเนียม และบัสบาร์คอมโพสิต เช่น ทองแดงและอโลหะผสมกัน วิธีนี้ใช้การให้ความร้อนทางอ้อม ทำให้เหมาะสำหรับการเชื่อมวัสดุที่ซับซ้อน ในการเชื่อมแบบกระจายความถี่สูง กราไฟท์จะถูกให้ความร้อนแล้วถ่ายเทความร้อนไปยังวัสดุฐาน โดยมีอุณหภูมิสูงถึง 1200°C ภายใต้แรงดันสูง วัสดุจะเกิดการเชื่อมต่อที่มั่นคง
การเชื่อมแบบแพร่กระจายของวัสดุบัสบาร์ที่แตกต่างกัน
วัสดุทองแดงเชื่อมได้ง่ายกว่าเนื่องจากความเสถียรของออกไซด์ บัสบาร์ทองแดงที่หนากว่า เช่น ที่ใช้ในระบบไฟฟ้า จำเป็นต้องมีการเชื่อมแบบกระจายความต้านทาน เนื่องจากมีประสิทธิภาพการทำความร้อนสูง ความหนาเหล่านี้สามารถหนาได้ถึง 50 มม. โดยมีพื้นที่การเชื่อม 200x200 มม. บัสบาร์ที่บางกว่า เช่นเดียวกับที่ใช้ในยานพาหนะไฟฟ้า โดยทั่วไปมีความหนา 3 มม. และมีพื้นที่การเชื่อม 25x50 มม. สามารถใช้การเชื่อมแบบต้านทานหรือแบบกระจายความถี่สูงก็ได้
บัสบาร์อะลูมิเนียมมีความท้าทายมากขึ้นเนื่องจากจุดหลอมเหลวของอะลูมิเนียม (670°C) และจุดหลอมเหลวของอะลูมิเนียมออกไซด์ที่สูงกว่ามาก (2000°C) สำหรับอะลูมิเนียม มักจะใช้การเชื่อมแบบแพร่ความถี่สูง โดยมีการทำความสะอาดวัสดุล่วงหน้าเพื่อกำจัดออกไซด์ โดยทั่วไปอุณหภูมิการแพร่กระจายจะตั้งไว้ต่ำกว่า 600°C
บัสบาร์ทองแดง-นิกเกิลประกอบด้วยฟอยล์ทองแดงหลายชั้นพร้อมการเคลือบฟอยล์นิกเกิลเพื่อความต้านทานการสึกหรอและการกัดกร่อน การเชื่อมแบบแพร่ความถี่สูงมักใช้เพื่อจัดการกับความแตกต่างอย่างมากในความต้านทานไฟฟ้าระหว่างทองแดงและนิกเกิล บัสบาร์คอมโพสิต เช่น ทองแดงผสมกับกราฟีน จำเป็นต้องมีการเชื่อมแบบแพร่ความถี่สูง เพื่อควบคุมกระบวนการทำความร้อนอย่างแม่นยำ และหลีกเลี่ยงความเสียหายต่อวัสดุฐานในขณะที่เกิดการแพร่กระจาย
วิธีแรงดันในการเชื่อมแบบกระจายบัสบาร์เครื่องจักร
การเชื่อมแบบกระจายต้องใช้แรงดันสูง ซึ่งสามารถนำไปใช้โดยใช้เครื่องเพิ่มแรงดันอากาศ-ของเหลว ระบบไฮดรอลิก หรือระบบเซอร์โว วิธีการแบบดั้งเดิมส่วนใหญ่ใช้ระบบไฮดรอลิกเพื่อให้ได้กำลังที่เสถียรและมีกำลังสูง ปัจจุบัน การกดด้วยเซอร์โวได้รับความนิยมมากขึ้นเรื่อยๆ สำหรับการควบคุมแรงดันที่แม่นยำและระยะการเคลื่อนที่ที่ปรับได้ ทำให้มั่นใจได้ถึงความแม่นยำสูงในขนาดของผลิตภัณฑ์ที่เชื่อม
บทสรุป
นี่คือภาพรวมโดยย่อของการเชื่อมแบบแพร่กระจายของ Busbar หากคุณกำลังมองหาวิธีการเชื่อม Busbars ที่ถูกต้อง บทความนี้น่าจะให้คำตอบได้บ้าง ด้วยการพัฒนาเทคโนโลยีการเชื่อมอย่างต่อเนื่อง จึงมีการใช้เทคนิคที่เป็นนวัตกรรมมากขึ้นเพื่อตอบสนองความต้องการของสังคมยุคใหม่
เวลาโพสต์: Sep-20-2024




